Utilización de posos de café usados como recurso sostenible para la síntesis de compuestos bioplásticos con ácido poliláctico, almidón y sacarosa
Anuncio

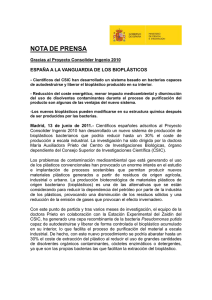
Artículo Utilización de posos de café usados como recurso sostenible para la síntesis de compuestos bioplásticos con ácido poliláctico, almidón y sacarosa Sri Yustikasari Masssijaya 1 , Muhammad Adly Rahandi Lubis 2 , Rossy Choerun Nissa 2, Yeyen Nurhamiyah 2 , Pramono Nugroho 2, Petar Antov 3 , Seng-Hua Lee 4 , Antonios N. Papadopoulos 5,* Sukma Surya Kusumah 2,* y Lina Karlinasari 1,* , 1 Departamento de Productos Forestales, Facultad de Silvicultura y Medio Ambiente, Universidad IPB, Dramaga, Bogor 16680, Indonesia; [email protected] 2 Centro de Investigación de Biomasa y Bioproductos, Agencia Nacional de Investigación e Innovación (BRIN), Jalan Raya Bogor Km. 46, Bogor 16911, Indonesia; [email protected] (M.A.R.L.); [email protected] (R.C.N.); [email protected] (Y.N.); [email protected] (P.N.) 3 Facultad de Industria Forestal, Universidad de Silvicultura, 1797 Sofía, Bulgaria; [email protected] 4 Departamento de Industria de la Madera, Facultad de Ciencias Aplicadas, Universiti Teknologi MARA (UiTM), Cawangan Pahang Kampus Jengka, Shah Alam 26400, Malasia; [email protected] 5 Laboratorio de Química y Tecnología de la Madera, Departamento de Silvicultura y Medio Natural, Universidad Helénica Internacional, 661 00 Drama, Grecia * Correspondencia: [email protected] (A.N.P.); [email protected] (S.S.K.); [email protected] (L.K.) Cita: Masssijaya, S.Y.; Lubis, M.A.R.; Nissa, R.C.; Nurhamiyah, Y.; Nugroho, P.; Antov, P.; Lee, S.-H.; Papadopoulos, A.N.; Kusumah, S.S.; Karlinasari, L. Utilization of Spent Coffee Grounds as a Sustainable Resource for the Synthesis of Bioplastic Composites with Polylactic Acid, Starch, and Sucrose. J. Compos. Sci. 2023, 7, 512. https://doi.org/ 10.3390/jcs7120512 Editor académico: Alfonso Maffezzoli Recibido: 25 de septiembre de 2023 Resumen: El ácido poliláctico (PLA) es un polímero biodegradable, pero su coste no es competitivo en comparación con las poliolefinas. El desarrollo de compuestos bioplásticos mediante la mezcla de PLA con posos de café (SCG) y almidón termoplástico (TPS) es una forma eficaz de reducir el coste del PLA. Este estudio tenía como objetivo investigar y evaluar la viabilidad del uso de SCG para desarrollar materiales compuestos bioplásticos con una mezcla de PLA y TPS. Se fabricaron bioplásticos con distintos contenidos de SCG (5, 10, 15 wt%). Las características físicas y mecánicas del compuesto bioplástico disminuyeron al aumentar el contenido de SCG debido a la mayor agregación causada por el polvo de SCG. Sin embargo, los bioplásticos fabricados con la adición de SCG mostraron una mayor cristalinidad, lo que se tradujo en mejores propiedades térmicas en comparación con los compuestos sin SCG. Las mejores características de los bioplásticos, obtenidas con una adición de SCG del 5%, fueron las siguientes: índice de transmisión de vapor de agua de 1276 g d/m2, permeabilidad al vapor de agua (WVP) de 1,86256 × 10-7 g/ms Pa, módulo de Young de 420 MPa, alargamiento del 2,59% y resistencia a la tracción de 5 MPa. En base a los resultados obtenidos, se puede concluir que la adición de SCG no es recomendable para mejorar las propiedades físicas y mecánicas de los bioplásticos. Sin embargo, debido a su gran contenido en compuestos orgánicos, el SCG representa un material funcional prometedor y de bajo coste que puede explotarse en el desarrollo de diversos productos de valor añadido. Revisado: 22 de noviembre de 2023 Aceptado: 28 de noviembre de 2023 Publicado: 7 diciembre 2023 Copyright: © 2023 por los autores. Licenciatario MDPI, Basilea, Suiza. Este artículo es un artículo de acceso abierto distribuido bajo los términos y condiciones de la licencia Creative Commons Attribution (CC BY) (https:// creativecommons.org/licenses/by/ 4.0/). Palabras clave: compuesto bioplástico; propiedades físicas; ácido poliláctico; posos de café usados; estabilidad térmica. 1. Introducción El creciente interés de la industria por el desarrollo de materiales poliméricos biodegradables avanzados con propiedades de ingeniería viene impulsado por la creciente demanda de nuevos materiales de origen biológico para diversas aplicaciones de valor añadido [1]. Los materiales poliméricos biodegradables se utilizan habitualmente como productos médicos y envases alimentarios [2]. Algunos ejemplos de polímeros biodegradables son el ácido poliláctico (PLA), los polihidroxialcanoatos (PHA), el polihidroxibutirato-valerato (PHBV) y el poli (succinato de butileno) (PBS) [3-5]. El PLA es uno de los polímeros biodegradables más prometedores por su excelente procesabilidad, biocompatibilidad, resistencia, claridad, firmeza, biodegradabilidad, solubilidad en agua y transparencia, J. Compos. Sci. 2023, 7, 512. https://doi.org/10.3390/jcs7120512 https://www.mdpi.com/journal/jcs J. Compos. Sci. 2023, 7, 512 2 de 21 y resistencia al aceite [6-8]. El PLA es un biopolímero alifático semicristalino producido a partir de materias primas agrícolas renovables ricas en carbohidratos, como el maíz, la remolacha azucarera y la fécula de patata [9]. El PLA se utiliza normalmente en aplicaciones biomédicas, como dispositivos de implantes, apósitos para heridas y andamiajes tisulares, así como en el envasado de alimentos y la impresión 3D [10,11]. Por otro lado, se considera que el PLA es más caro que la poliolefina u otros materiales industriales sintéticos [7,12,13]. Park et al. [7] y Wang et al. [12] afirmaron que la mezcla de PLA con otros polímeros biodegradables es una forma eficaz de superar la debilidad del PLA. La producción y el procesamiento del café, considerado el segundo producto más comercializado después del petróleo, están asociados a la acumulación de cantidades significativas de subproductos, es decir, cáscaras de café, pulpa, piel plateada y posos de café. Los posos de café son candidatos prometedores para el desarrollo de mezclas de polímeros biodegradables a base de PLA debido a su amplia disponibilidad y bajo coste [9,14]. El coste de los productos finales puede reducirse mezclando PLA con SCG. Según el Centro de Estadística de Indonesia (2019), la producción anual de café en Indonesia se estima en aproximadamente 1.000 millones de euros al año. 731,6 toneladas. El SCG es un subproducto sólido residual obtenido de la elaboración del café [15]. Según Karmee et al. [14], una tonelada de granos de café verde puede producir aproximadamente 650 kg d e S C G . Se ha convertido en un importante problema medioambiental porque los posos de café se vierten en vertederos, pero los SCG también pueden encontrarse en calles, aceras y cauces de ríos [16,17]. Las enormes cantidades de SCG generadas cada año por la producción de café requieren una gestión eficiente de los residuos, en línea con las normativas legislativas medioambientales más estrictas. Por lo tanto, hay una mayor necesidad de implementar técnicas adecuadas de reciclaje para este tipo de residuos orgánicos, lo que también contribuiría a la transición industrial en curso hacia una bioeconomía más circular y de circuito cerrado. Muchos estudios han intentado reciclar el SCG como adsorbente, fertilizante, enmienda del suelo, biocombustible y en procesos de fermentación [14,18-20]. El SCG contiene proteínas, lípidos, compuestos fenólicos, polisacáridos, cafeína, taninos y polifenoles [20]. Se necesita un gran volumen de oxígeno para descomponer la estructura orgánica del SCG [21]. Además, el SCG puede desarrollarse potencialmente como bioplástico [20]. Los bioplásticos son una buena alternativa para controlar el uso de plásticos convencionales, especialmente los de un solo uso [22]. El SCG tiene mejor alargamiento a la rotura que la piel de café y el tamo de café, según algunos estudios que han investigado la posibilidad de utilizar el SCG para el desarrollo de bioplásticos [23,24]. Zarrin- bakhsh et al. [24] descubrieron que la estabilidad térmica del SCG es mejor que la del tamo de café. Yu et al. [11] afirmaron que el SCG puede utilizarse como agente de nucleación en el PLA. La adición de SCG al compuesto a base de PLA aumentó la cristalinidad. Yu et al. [11] descubrieron que la resistencia mecánica y las propiedades térmicas aumentarán si el material tiene una buena cristalinidad. Otro inconveniente del PLA es su fragilidad y escasa tensión de rotura [12]. Moustafa et al. [13] afirmaron que el PLA requiere agentes plastificantes para mejorar su ductilidad. En la investigación de Yu et al. [11], se descubrieron huecos en el compuesto PLA-SCG, que pueden evitarse añadiendo almidón termoplástico. El almidón termoplástico (TPS) es un material homogéneo procedente del almidón nativo, mezclado con plastificantes como glicerol, sacarosa, agua, etc. [9,25]. El TPS suele utilizarse para aplicaciones plásticas de corta duración, como el envasado de alimentos [26]. El plastificante utilizado en este estudio fue glicerol con adición de sacarosa. Varios estudios han demostrado que el glicerol tiene un impacto positivo sobre el almidón [5,26,27]. El glicerol es el plastificante más utilizado para el TPS debido a su alto punto de ebullición, disponibilidad y bajo coste [10]. El estudio encontró que las mezclas PLA/TPS no tienen huecos porque los plastificantes ablandan la fase amorfa, mejorando así la interacción interfacial entre los dos polímeros [9,26]. El TPS también puede actuar como relleno y disminuir la fragilidad [28]. El objetivo de este trabajo de investigación era mezclar PLA/TPS con SCG para producir bioplásticos con costes reducidos. El objetivo de esta investigación era mejorar las propiedades térmicas y la ductilidad de los polímeros basados en PLA para desarrollar materiales compuestos bioplásticos que J. Compos. Sci. 2023, 7, 512 3 de 21 contengan una mezcla de SCG y TPS. J. Compos. Sci. 2023, 7, 512 4 de 21 2. Materiales y métodos 2.1. Materiales Los materiales utilizados en este estudio fueron posos de café usados (SCG), ácido poliláctico (PLA), almidón de tapioca, glicerol y sacarosa. Los GEC utilizados estaban compuestos por mezclas de Arábica y Robusta en una proporción de 60:40, que se recogieron en una cafetería local llamada D'Jati coffee (Bogor, Indonesia). Antes de su uso, los SCG se secaron en horno a 60 ◦C durante 24 h. El PLA se adquirió en Prusa Polymers, la densidad era de 1,24 g/cm3. El almidón de tapioca se obtuvo de PT. Umas Jaya Agrotama (Lampung, Indonesia). La sacarosa de grado de pureza extra se adquirió a MERCK (Yakarta, Indonesia), y el glicerol a P&G Chemicals (Cincinnati, OH, EE.UU.). 2.2. Desarrollo de compuestos bioplásticos En este trabajo de investigación se emplearon tres pasos de mezcla para obtener un material homogéneo a partir de SCG, PLA, almidón y plastificantes (glicerol y sacarosa) (Tabla 1, Figura 1). En el primer paso, se preparó almidón termoplástico (TPS) con una proporción de almidón: glicerol: sacarosa de 63/34/3. Se mezcló un lote (50 g) de almidón termoplástico con una proporción de 63/34/3 de sacarosa. Un lote (50 g) se mezcló con Haake Rheomix a 135 ◦C durante 10 min. La velocidad del rotor se fijó en 80 rpm. Una vez finalizado el proceso de mezcla, 10 g del material se prensaron en caliente a 135 ◦C durante 5 minutos, y el material se convirtió en una lámina de bioplástico TPS. La lámina se cortó en trozos pequeños y se mezcló con la siguiente mezcla. Tabla 1. Composición de los bioplásticos fabricados en este estudio Composición de los bioplásticos fabricados en este estudio. Fase de mezcla Nombre de la muestra Material En primer lugar Segundo Tercera TPS PLA-TPS SPT-5% SPT-10 SPT-15 Almidón/glicerol/sacarosa (63%/34%/3%) PLA/TPS (60%/40%) SCG/PLA-TPS (5%/95%) SCG/PLA-TPS (10%/90%) SCG/PLA-TPS (15%/85%) SPT-5% SPT-10 SPT-15 Figura 1. Proceso de fabricación del bioplástico SPT. La segunda mezcla estaba compuesta por PLA granular y TPS en una proporción de 60:40. La temperatura del reomezclador se fijó en 160 ◦C durante 10 minutos, la velocidad del rotor en 80 rpm y el material se prensó en caliente a 160 ◦C durante 5 minutos. A continuación, el compuesto bioplástico PLA-TPS se cortó en trozos pequeños. La tercera mezcla era de bioplástico PLA-TPS y SCG. Había tres variaciones en el contenido de SCG: 5, 10, y 15 (wt%). La muestra (50 g) se mezcló con un reomezclador a 160 ◦C a una velocidad de rotor de 80 rpm durante 10 min. Posteriormente, el material se prensó en caliente a la misma temperatura y tiempo. Se caracterizó el compuesto bioplástico SCG- J. Compos. Sci. 2023, 7, 512 5 de 21 PLA-TPS (SPT). J. Compos. Sci. 2023, 7, 512 6 de 21 2.3. Análisis FTIR La espectroscopia infrarroja por transformada de Fourier (FTIR) se realizó con un espectrómetro FTIR 4000 (PerkinElmer Inc., Waltham, MA, EE.UU.). Los espectros utilizados estaban en el rango de frecuencias 4000-280 cm-1. Las muestras se prepararon cortando el bioplástico compuesto en trozos de 1 cm × 1 cm. El análisis FTIR se realizó de acuerdo con la norma ASTM E2412-10 [29]. 2.4. Análisis de propiedades térmicas Las propiedades térmicas de los compuestos bioplásticos SPT se observaron mediante calorimetría diferencial de barrido (DSC) y análisis termogravimétrico (TGA). El TGA se realizó con un TGA 8000 (Perkin Elmer Inc., Waltham, MA, EE.UU.) desde temperatura ambiente hasta 500 ◦C, a una velocidad de calentamiento de 10 ◦C/min. El análisis DSC se realizó con un DSC 4000 (Perkin Elmer Inc., Waltham, MA, EE.UU.) desde -20 ◦C hasta 500 ◦C, a una velocidad de calentamiento de 10 ◦C/min. Las muestras se prepararon con una concentración de 10 mg. El análisis de las propiedades térmicas se realizó según la norma ASTM E1131-20 [30]. 2.5. Análisis del índice de transmisión del vapor de agua (WVTR) y de la permeabilidad al vapor de agua (WVP) Las mediciones del WVTR se realizaron observando el peso de la muestra ocho veces. El tamaño de la muestra WVTR fue de 3 × 3 cm. La muestra se colocó en la cámara climática POLEKO Apatura-type KK500 TOP+ INOX/G (POL-EKO sp.k., Wodzisław S'la˛ski, Polonia). La humedad relativa (HR) se fijó en el 90% a 25 ◦C. El WVTR se midió utilizando la norma ASTME96 [31]. Los valores de WVTR y WVP se determinaron utilizando las siguientes fórmulas: g m−2 WVTR = día pendiente (g/s) A (m2) donde la pendiente es la pendiente de la porción lineal del gráfico de la ganancia de peso frente al tiempo, y A es el área de permeación de la muestra. WVP g m.s.Pa = WVTR × L ∆P donde L es el espesor medio de la película (m), y ∆P es la diferencia de presión parcial de vapor de agua entre los dos lados de la película (Pa). 2.6. Análisis de la resistencia mecánica La resistencia mecánica del bioplástico SPT desarrollado en condiciones de laboratorio se ensayó utilizando una máquina universal de ensayos UCT-5 (Orientec Co., Ltd., Tokio, Japón). Las pruebas se basaron en la norma ASTM D882-12, 2012 [32]. La muestra se conformó como un hueso de perro, utilizando Dumbbell Die Cutter. Antes del ensayo, las muestras se midieron con un tornillo micrométrico. 2.7. Difracción de rayos X Los patrones de difracción de rayos X (DRX) se analizaron con ángulos de difracción (2θ) comprendidos entre 5 y 65◦. La cristalinidad se examinó mediante la siguiente ecuación: área total de los picos cristalinos Índice de cristalinidad = área total de los picos cristalino y amorfo 2.8. Análisis FESEM La morfología de las muestras se capturó utilizando un teléfono móvil, Keyence, y un microscopio electrónico de barrido de emisión de campo (FESEM) con un Thermo Scientific Quattro. La muestra se cortó transversalmente aproximadamente 0,05 cm y luego se recubrió con una fina capa de oro mediante el método de pulverización catódica. Las muestras se analizaron a 1000× aumentos con una tensión de aceleración de 10,00 kV y un detector de alto vacío. J. Compos. Sci. 2023, 7, 512 7 de 21 2.9. Análisis de biodegradabilidad El análisis de biodegradabilidad se realizó según la norma ASTM G21 [33] utilizando agar salino como medio y Aspergillus niger como agente descomponedor, como se indica en Nissa et al. [19]. El bioplástico SPT se cortó en un tamaño de 1,5 cm × 1,5 cm; cada variación se repitió 3 veces. La prueba tardó 14 días en completarse. El equipo se esterilizó antes de la prueba utilizando un autoclave durante 15 min. Los cultivos madre se obtuvieron a partir de 10 mL de aguadas estériles mezcladas con A. niger utilizando un asa de alambre. A continuación, se añadió 1 mL de cultivo madre a 9 mL de aguadas estériles para hacer un cultivo 10-1. A continuación, se añadió 1 mL del cultivo 10-1 a 9 mL de aquades estériles para obtener el c u l t i v o 10-2. Se colocaron 100 µL del cultivo 10-2 en una placa de Petri estéril. Se añadió agar salino a cada placa de Petri hasta un volumen de 20 mL. Una vez que el agar salino se solidificó, se colocó cada muestra de bioplástico SPT en la superficie del agar salino. A continuación, se esparcieron 100 µl de cultivo 10-2 por igual sobre la superficie de la muestra de SPT. 3. Resultados y debate 3.1. Espectros FTIR El FTIR se utiliza para identificar la estructura de las moléculas utilizando un espectro que describe específicamente los enlaces químicos [34]. La Figura 2a muestra los resultados FTIR para el bioplástico SPT. En la zona 1 (4000-2500 cm-1), se encontraron picos a 3311 cm-1 indicando un anillo aromático (C-H), y un pico a 2926 cm-1 indicando asimetría metileno C-H del aceite de café alifático [35]. Además, hubo algunos estiramientos de vibración de grupos O-H que se correlacionaron con los grupos hidroxilo de polisacáridos (por ejemplo, celulosa) y agua [20,34,35]. La formación de estos picos se debió a la presencia de lípidos en el SCG [20,35]. Se produjo una expansión del pico entre 3000-3600 cm-1 d e b i d o a l a presencia de plastificantes como el glicerol y la sacarosa. Esto redujo la fuerza de enlace de la cadena polimérica [27]. (a) (b) Figura 2. Espectros FTIR del material SPT (a) y SPT-5%, 10% y 15% (b). En la zona 3 (1500-2500 cm-1), se e n c o n t r ó un estiramiento de grupos carbonilo (C=O), con un pico a 1748 cm-1 que significa la presencia de hemicelulosa y derivados de grupos carboxilo de la xantina como el ácido clorogénico y la cafeína; también indica la interacción con moléculas de PLA [36,37]. En la zona 4 (menos de 1500 cm-1), se encontró un pico a 922 cm-1 que significa el estiramiento vibracional de C-O en los enlaces C-O-H del glicerol (Figura 2a,b). Como se muestra en la Figura 2b, los bioplásticos SPT contienen muchos grupos hidroxilo. Hay dos grupos hidroxilo: un grupo hidroxilo fijo y un grupo hidroxilo libre. El grupo hidroxilo libre tiene un enlace débil, lo que puede dar lugar a propiedades físicas y mecánicas deficientes [38]. Según la figura 2a, el compuesto PLA-TPS presentaba picos a 1181 y 1080 cm-1. SPT-5%, -10%, y -15% tenían los mismos picos, pero no eran tan intensos como los del compuesto PLATPS. Los picos a 1181 y 1080 cm-1 se denominan aminoácidos primario y secundario. J. Compos. Sci. 2023, 7, 512 8 de 21 respectivamente. Los aminoácidos pueden formar un enlace peptídico que puede unirse al enlace hidroxilo, lo que se traduce en un mejor rendimiento físico y mecánico [34]. 3.2. Análisis térmico El TGA es una técnica analítica que se utiliza para describir el mecanismo de degradación térmica [39]. En la Figura 3 se muestran los resultados del TGA y del peso derivado de las muestras. A medida que aumentaba la temperatura, el peso de la muestra disminuía (Figura 3a), lo que indica descomposición debida a la aplicación de calor. La pérdida de peso del PLA-TPS se produjo significativamente a 170 ◦C, como se muestra en la Figura 3a, lo que indica un composite muy degradado. La degradación del composite SPT fue gradual (Figura 3a). Esto indica que el composite SPT exhibió una mejor degradación térmica que el PLA-TPS. La DTG del composite SPT fue inferior a la del composite PLA-TPS, como se muestra en la Figura 3b. SPT-15% tuvo la DTG más baja a 342 ◦C, mientras que PLA-TPS tuvo una temperatura de descomposición de 366 ◦C (Figura 3b). Figura 3. Curva TGA (a) Curva TGA (a), curva DTG (b) y curva DSC (c) de SPT-5%, 10% y 15%. I, II, III y IV en la curva TGA presentan las fases de degradación. Basándose en la investigación de Marcilla y Berenguer [40], los resultados térmicos mostraron que había cuatro fases de degradación. A temperaturas de 0-100 ◦C (primera fase/I), el agua se descomponía en el material. La segunda fase (II) comenzó a 120-240 ◦C, y el glicerol se descompuso. En la figura 3b se muestra una ligera aparición de este pico. Para SPT-5%, la descomposición del glicerol se produjo a 96 ◦C, SPT-10% a 100 ◦C y SPT 15% a 106 ◦C (Figura 3b). La siguiente fase (III) fue la descomposición de la hemicelulosa; hubo una pérdida de peso significativa en todas las muestras (Figura 3a). Como se muestra en la Figura 3b, la curva disminuyó a medida que la temperatura se elevaba por encima de 300 ◦C, lo que indica la descomposición completa de las hemicelulosas. SPT-15% tenía la temperatura de descomposición de hemicelulosas más alta (342 ◦C), SPT-10% la temperatura de descomposición de hemicelulosas de 338 ◦C, y SPT-5% era de 333 ◦C. En esta tercera fase se rompieron las cadenas poliméricas, como la α-D-(1→4) de la amilosa y la α-D-(1→6) J. Compos. Sci. 2023, 7, 512 9 de 21 de los enlaces glucosídicos de la amilopectina. Las temperaturas superiores a 300 ◦C pueden cambiar las moléculas de amilosa y amilopectina en moléculas más pequeñas [41]. La fase final (IV) fue la cuarta fase, durante la cual la muestra se convirtió en carbón. Esto ocurrió cuando la temperatura superó los 450 ◦C, y se produjo la descomposición del carbono en el SPT. Pantani y Turng [42] afirmaron que la cristalinidad desempeña un papel crucial en las propiedades térmicas. La tabla 2 muestra que el SPT- 15% tenía la mayor cristalinidad, lo que afectaba a las propiedades térmicas. Sin embargo, se observó un menor residuo a medida que aumentaba la porción de SCG (como en SPT-15%). El SCG es un material con alto contenido en hemicelulosa. Al ser el constituyente más termolábil, la hemicelulosa se degrada fácilmente a altas temperaturas. Por lo tanto, se esperaba una mayor pérdida de peso a medida que aumentaba la porción de SCG. Tabla 2. Grado de cristalinidad calculado a partir de la DRX Grado de cristalinidad calculado a partir de la DRX. Muestra Grado de cristalinidad (%) PLA-TPS SPT-5% SPT-10 SPT-15 6.44 6.20 6.87 6.94 Los perfiles DSC de los bioplásticos SPT se muestran en la Figura 3c. Yang et al. [43] encontraron que el segundo calor produjo el mismo doble pico bioplástico, muestra el punto de fusión de la muestra. Los siguientes son algunos de los elementos que contribuyen al doble pico: (1) los procesos de fusión, recristalización y refundición que se producen en respuesta al calor; (2) isomorfismo o polimorfismo, que suelen darse en muchas formas cristalinas; (3) diferencias en el grosor, la organización y la forma de las láminas; y (4) pesos moleculares variables en varias especies. La temperatura de transición vítrea (Tg ) es la temperatura a la que la parte amorfa de la estructura polimérica se vuelve más móvil, haciendo que los grupos laterales se deslicen y giren [42]. Los valores de Tg de PLA-TPS y SPT-5%, 10% y 15% estaban entre 58-60 ◦C. Sin embargo, el PLA puro tiene una Tg de 59,9 ◦C [44]. La Tg no mostró ningún efecto significativo a medida que aumentaba el contenido de SCG. La Figura 3c muestra dos picos que representan el punto de fusión. La temperatura de fusión (Tm ) es la temperatura a la que el material experimenta una transición líquida viscosa desde su estructura cristalina [42]. La Tm del SPT-5%, 10% y 15% fue de 156 ◦C, que se produjo en los segundos picos (Figura 3c). La Tm del PLA-TPS fue de 152 ◦C. Morales et al. [44] descubrieron que el punto de fusión del PLA puro es de 150 ◦C. Esto indica que la SCG puede retrasar ligeramente la fusión de los bioplásticos. 3.3. WVTR y WVP En la Figura 4 se muestra una comparación entre los valores WVP y WVTR de los composites bioplásticos desarrollados SPT-5%, 10% y 15%. Un mayor contenido de SCG dio lugar a valores más altos de WVP y WVTR. WVTR describe la cantidad de agua transmitida a través de la muestra por unidad de área de material y tiempo [45], y WVP es un atributo esencial para evaluar el rendimiento de barrera a la humedad de los bioplásticos. Un bioplástico con un WVP bajo es deseable porque indica que el bioplástico puede limitar la pérdida de humedad a la atmósfera [46]. Los resultados muestran que el bioplástico 5% SPT produjo la media más baja de WVTR (1276 g m-2/d) y WVP (1,86256 × 10-7 g/ms Pa) entre los compuestos SPT, indicando que la morfología del material era menos porosa que la de los bioplásticos 10% y 15% SPT. Sin embargo, los mejores valores de WVTR y WVP se obtuvieron con el composite PLATPS. Jarvis et al. [47] afirmaron que los polímeros para aplicaciones de embalaje deberían tener un valor WVTR de 0,1-100 g m-2/d, y para la electrónica orgánica, el requisito es inferior a 10 g m-2/d. El WVTR de los bioplásticos SPT se considera elevado para aplicaciones de envasado y electrónica orgánica. En un estudio anterior, el PLA, el TPS y el 5% de sacarosa tenían un WVTR J. Compos. Sci. 2023, 7, 512 10 de 21 inferior de aproximadamente 628 g m-2/d, el PLA-TPS era de 352 g m-2/d, y el PLA puro era de 158 g m-2/d, que el bioplástico con la adición de SCG [48]. Song et al. [45] afirmaron que el agua se transmite más fácilmente en el material poroso. La agregación de polvo de SCG hace que el material se vuelva poroso, J. Compos. Sci. 2023, 7, 512 11 de 21 dando lugar a malos resultados de WVTR [11,45]. Otro estudio informó de que el WVP del PLA era de 0,000252938 × 10-7 g/ms Pa [48]. El compuesto PLA-TPS fue de 0,106059 × 10-7 g/ms Pa (Figura 4b). Bertuzzi et al. [49] explicaron que la reducción de la fuerza intermolecular mediante la adición de plastificantes puede mejorar la fuerza molecular. A medida que aumentaba el contenido de SCG, disminuía el contenido de plastificante, lo que provocaba un aumento de la fuerza intermolecular y del WVP. La prueba de Duncan mostró que el SPT-5% y el 15% eran significativamente diferentes del valor WVTR, mientras que el SPT-10% no difería significativamente del 5 o el 15%. Mientras tanto, la prueba de Duncan de WVP mostró diferencias significativas para SPT-5%, 10% y 15%. (a ) (b) Figura 4. Resultados de WVTR (a) y WVP (b) de PLA-TPS y SPT-5%, 10% y 15%. 3.4. Propiedades mecánicas En la Figura 5 se muestran las propiedades mecánicas de los bioplásticos SPT5%,10% y 15%. Los valores del módulo de Young, la tensión de rotura y la resistencia a la tracción revelaron que cuanto mayor era el contenido de SCG, peores eran las propiedades mecánicas (Figura 5). Los tubos sin soldadura bioplásticos con mayor contenido de SCG presentaban el módulo de Young, la deformación de rotura y la resistencia a la tracción más bajos. Los resultados de este estudio concuerdan con los de Yu et al. [11]. Encontraron que la adición de más del 5% de SCG al PLA disminuía el módulo de Young. El alto contenido de SCG en el composite dificultaba la dispersión, causando agregación y poca homogeneidad [50]. Según las imágenes FESEM mostradas en la Figura 6, el SPT-15% presentaba huecos y grietas en su superficie. Kowser et al. [51] afirmaron que las propiedades de los bioplásticos, especialmente las propiedades mecánicas de los bioplásticos, están muy influenciadas por la morfología de la superficie. En nuestro estudio, el PLA-TPS tenía un módulo de Young más alto (1470 MPa) que el del bioplástico SPT. Los resultados estadísticos mostraron que la adición de SCG en todas las concentraciones afectaba significativamente al módulo de Young. La resistencia a la tracción es la resistencia máxima del material hasta que se rompe [52]. La mayor resistencia a la tracción de los bioplásticos SPT se alcanzó con SPT-5% (4,9 MPa). El PLA puro tiene una alta resistencia a la tracción de 93 MPa, mientras que el ácido poli-l-láctico (PLLA) puro tiene un valor de resistencia a la tracción de 3,6 MPa [44]. Los materiales compuestos PLA-TPS tienen una resistencia a la tracción de 38,3 MPa (Figura 5b). Esta disminución significativa de la resistencia a la tracción se debió a la adición de almidón. En un estudio [11] se observó que la resistencia a la tracción del PLA-SCG era de 34 MPa. Esto indicaba que la adición de TPS disminuía la resistencia a la tracción. Como se ha mencionado anteriormente, el almidón tiene muchos enlaces hidroxilo, lo que disminuye la resistencia a la tracción del material. La agregación de SCG también debilita su resistencia a la tracción [11]. Los resultados mostraron que la combinación de PLA con otros materiales tenía un impacto significativo en la resistencia a la tracción. Según los resultados estadísticos, la variación del contenido de SCG difería significativamente del valor de la resistencia a la tracción. J. Compos. Sci. 2023, 7, 512 12 de 21 (a) (b) (c) Figura 5. Propiedades mecánicas de los bioplásticos SPT-5%, 10% y 15%: Módulo de Young (a), deformación de rotura (b) y resistencia a la tracción (c). La tensión de rotura, normalmente conocida como resistencia al alargamiento, es la transposición máxima de un material antes de que se rompa [52]. Los resultados de elongación (Figura 5c) del compuesto bioplástico SPT mostraron que el bioplástico SPT al 5% dio el mejor resultado (2,6%). Esto indica que el compuesto bioplástico SPT 5% contenía más plastificantes que los compuestos bioplásticos SPT 10 y 15%. Los plastificantes pueden mejorar la viscoelasticidad y la movilidad de las moléculas en las cadenas poliméricas [52]. Mientras tanto, el PLA puro tenía una resistencia al alargamiento del 2,8% [48], y el PLA-TPS tenía una resistencia al alargamiento del 4,45% (Figura 5c). Como el almidón contiene muchos grupos hidroxilo dispersables, las fuerzas intermoleculares entre las cadenas poliméricas adyacentes se debilitan a medida que aumenta la flexibilidad [52-54]. La Figura 5c muestra que el valor de la tensión de rotura disminuía a medida que aumentaba el contenido de SCG. Esto indica que debe haber un contenido de SCG que haga que la adhesión de los polímeros sea deficiente. Ma et al. [55] explicaron que la adhesión de los polímeros podría mejorar si la matriz fuera más alta, de modo que mejorara la interacción entre los polímeros. El SCG es una partícula de polvo que puede dar lugar a una mayor superficie total añadiendo más matriz, lo que permite que el SCG tenga una mejor unión con otro polímero [44]. Según los datos estadísticos, la adición de 5 y 15% de SCG fue significativamente diferente, mientras que 10% de SCG no fue significativamente diferente de 5 y 15% de SCG. J. Compos. Sci. 2023, 7, 512 13 de 21 (a) (b) (c) (d) (e) (f) (g) (h) (i) (j) (k) (l) Figura 6. Morfología de los bioplásticos SPT-5% (a), 10% (b) y 15% (c) captada por teléfono móvil, morfología de los SPT-5% (d), 10% (e) y 15% (f) con FESEM, aumento 1000×, morfología de los SPT5% (g), 10% (h) y 15% (i) captada por Keyence con aumento 20× y morfología de los SPT-5% (j), 10% (k) y 15% (l) con aumento 100×. 3.5. Morfología del bioplástico SPT La morfología de los compuestos bioplásticos SPT se capturó utilizando un teléfono y FESEM a 1000× aumentos (Figura 6). Ballesteros et al. [56] descubrieron que la morfología del GCS es similar a la de una lámina con serrín. En este estudio se hizo una observación similar para las muestras de SPT. Las figuras 6a-c muestran que parte del polvo de SCG no se degradó con el calor. El color de los bioplásticos se oscureció con la adición de SCG. El tamaño de las partículas de SCG oscilaba entre 75 y 125 µm. El espesor de la película varió entre 2,1 y 2,7 cm. La tabla 3 muestra las densidades de los compuestos bioplásticos. Debido a la alta agregación, cuanto mayor es el contenido de SCG, menor es la densidad del compuesto bioplástico. Las probetas de bioplástico SPT5% no presentaban huecos ni grietas. El bioplástico con SPT al 10% presentaba un hueco y el bioplástico con SPT al 15% presentaba grietas debido a que la adhesión entre los polímeros era pobre; posteriormente, las propiedades físicas y mecánicas de los composites bioplásticos con SPT desarrollados tampoco fueron satisfactorias [57]. En otros estudios, [11,45,58,59] también se encontró que la fuerza de interacción entre el relleno de partículas y la matriz causaba J. Compos. Sci. 2023, 7, 512 14 de 21 agregación. La agregación también puede producirse debido a las fuertes interacciones superficiales entre los enlaces de hidrógeno y las cadenas de polisacáridos de la matriz. Como se muestra en la Figura 6d-f, cuanto mayor es el contenido de SCG, más agregación se produce en los bioplásticos. Yu et al. [11] afirmaron que las propiedades mecánicas y físicas mejorarán si el SCG está bien disperso en el bioplástico. La morfología de los bioplásticos, como el grosor o la temperatura de secado, se ve afectada por el proceso de fabricación del bioplástico [60]. Tabla 3. Densidad de PLA-TPS, SPT-5%, -10% y-15%. Muestra Densidad PLA-TPS SPT-5% SPT-10 SPT-15 0.11569523 0.111961668 0.09486027 0.077971829 3.6. Difracción de rayos X (DRX) Se utilizó la DRX para observar la estructura cristalina de los compuestos bioplásticos. Los patrones de DRX de todas las muestras se muestran en la Figura 7, indicando que son anchos y amplios. Como se muestra en la Figura 6, todas las muestras tenían una estructura amorfa [11]. Los índices de cristalinidad se enumeran en la Tabla 2. SPT15% tenía el mayor grado de cristalinidad entre todas las muestras ensayadas. Esto demostró que la cristalinidad del material aumentó ligeramente tras la adición de SCG. El PLA tiene cuatro modificaciones cristalinas: α-, α', β-, y γ-formas [61]. El pico de PLA en 2θ = 16,2◦ indica una fase α'-cristalina con una menor densidad de empaquetamiento debido a una cristalización incompleta [11,61]. La figura 6 muestra que el pico de todas las muestras de bioplástico SPT pasó de 2θ = 16,2◦ a 2θ = 17,2◦, debido a la agregación de partículas SCG. Figura 7. Resultados de DRX de PLA-TPS y SPT-5%, 10% y 15%. 3.7. Biodegradabilidad El crecimiento de A. niger es un indicador de la biodegradabilidad del material. A. niger puede crecer fácilmente en materiales orgánicos como la hojarasca y las plantas en descomposición [62]. En la Tabla 4 se muestran los resultados del crecimiento de A. niger. Los resultados revelaron que el aumento del contenido de SCG provocó una disminución de la biodegradabilidad. Esto se debe a que cuanto mayor es el contenido de SCG, menor es el contenido de almidón. El almidón es un material orgánico fácilmente degradable por A. niger [63]. El PLA se destruye principalmente por las moléculas de agua y la descomposición hidrolítica. Las moléculas de agua hacen que disminuya el peso molecular porque se rompe el enlace éster de la cadena de PLA. Como resultado, el PLA tarda más en ser degradado por A. niger. La Tabla 3 muestra que el compuesto bioplástico PLA- J. Compos. Sci. 2023, 7, 512 15 de 21 TPS fue descompuesto por A. niger a aproximadamente J. Compos. Sci. 2023, 7, 512 16 de 21 68,85% en 14 días. En este estudio, tras 14 días de exposición a A. niger, SPT-5%, -10% y -15% se descompusieron aproximadamente al 57,56%, 69,53% y 72,3%, respectivamente, lo que indica una biodegradabilidad comparable o incluso mejor que la del compuesto bioplástico PLA-TPS. Tabla 4. Día 0 y día 14 de las pruebas de biodegradabilidad de SPT-5%, 10% y 15% por A. Niger. Muestra0 Día14 Día PLA 0% 0% 0% 68.85% 0% 57.56% 0% 69.53% 0% 72.3% PLA-TPS SPT-5% SPT-10 SPT-15 4. Conclusiones La adición de SCG como materia prima orgánica y sostenible en el desarrollo de composites bioplásticos basados en PLA-TPS afectó a sus propiedades físicas y mecánicas, es decir, WVTR, WVP, propiedades térmicas, módulo de Young, tensión de rotura, resistencia a la tracción, XRD, morfología y biodegradabilidad. Las concentraciones más elevadas de SCG dieron lugar a un rendimiento inferior de los bioplásticos. Además de las propiedades térmicas, la adición de SCG aumentó la temperatura de descomposición. Esto es importante para las aplicaciones de los bioplásticos. El menor rendimiento de los bioplásticos fabricados con la adición de SCG se debió a la escasa cristalinidad debida a la elevada agregación. En base a los resultados obtenidos, se puede concluir que la adición de SCG no es recomendable para mejorar las propiedades físicas y mecánicas de los bioplásticos. Sin embargo, puede utilizarse para mejorar la temperatura de descomposición y la cristalinidad. Debido a su gran contenido en compuestos orgánicos (polifenoles, polisacáridos, minerales, ácidos grasos y aminoácidos), el SCG representa un material funcional prometedor y de bajo coste que puede aprovecharse en el desarrollo de diversos productos de valor añadido. Los futuros estudios en este campo deberán centrarse en la compatibilidad entre el PLA y el SCG para mejorar la homogeneidad de los bioplásticos. J. Compos. Sci. 2023, 7, 512 17 de 21 Contribuciones de los autores: Conceptualización, S.S.K., L.K. y M.A.R.L.; metodología, S.Y.M., M.A.R.L. y S.S.K.; software, R.C.N. y Y.N.; validación, Y.N. y P.N.; análisis formal, M.A.R.L. y P.A.; investigación, S.Y.M., R.C.N., Y.N. y L.K.; recursos, M.A.R.L., S.S.K. y L.K.; conservación de datos, S.S.K. y L.K.; redacción-elaboración del borrador original, S.Y.M., M.A.R.L., P.A., S.-H.L., A.N.P. y S.S.K.; redacción-revisión y edición, M.A.R.L., P.A., S.-H.L., A.N.P. y S.S.K.; visualización, S.Y.M., M.A.R.L. y L.K.; supervisión, M.A.R.L.; administración del proyecto, M.A.R.L.; obtención de fondos, S.Y.M., M.A.R.L., S.S.K. y L.K. Todos los autores han leído y aceptado la versión publicada del manuscrito. Financiación: Esta investigación ha recibido financiación del proyecto de colaboración en materia de investigación entre el Centro de Investigación de Talentos en Gestión de Biomasa y BioproductosBRIN y PT. Evogaia Karya Indonesia (Evoware). Declaración de disponibilidad de datos: Los datos presentados en este estudio están disponibles previa solicitud a los autores correspondientes. Agradecimientos: Los autores desean dar las gracias al laboratorio integrado de bioproductos (iLaB), al Centro de Investigación de Biomasa y Bioproductos-BRIN, y a PT. Evogaia Karya Indonesia (Evoware). Conflictos de intereses: Los autores declaran que este estudio recibió financiación de PT. Evogaia Karya Indonesia (Evoware). El financiador no participó en el diseño del estudio, la recopilación, el análisis, la interpretación de los datos, la redacción de este artículo ni en la decisión de presentarlo para su publicación. Referencias 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. Shaik, S.A.; Schuster, J.; Shaik, Y.P.; Kazmi, M. Manufacturing of Biocomposites for Domestic Applications Using Bio-Based Filler Materials. J. Compos. Sci. 2022, 6, 78. [CrossRef] Mastalygina, E.E.; Olkhov, A.A.; Vorontsov, N.V.; Kiselev, N.V.; Khaidarov, T.B.; Khaydarov, B.B.; Kolesnikov, E.A.; Burmistrov, I.N. Influence of Copper-Based Fillers on Structural and Mechanical Properties of Polylactic Acid Composites. J. Compos. Sci. 2022, 6, 386. [CrossRef] Zubir, N.H.M.; Sam, S.T.; Zulkepli, N.N.; Omar, M.F. The Effect of Rice Straw Particulate Loading and Polyethylene Glycol as Plasticizer on the Properties of Polylactic Acid/Polyhydroxybutyrate-Valerate Blends. Polym. Bull. 2018, 75, 61-76. [CrossRef] DeStefano, V.; Khan, S.; Tabada, A. Applications of PLA in Modern Medicine. Eng. Regen. 2020, 1, 76-87. [CrossRef] Wang, N.; Yu, J.; Chang, P.R.; Ma, X. Influence of Citric Acid on the Properties of Glycerol-Plasticized Dry Starch (DTPS) and DTPS/Poly(Lactic Acid) Blends. Starch-Stärke 2007, 59, 409-417. [CrossRef] Kusumaningrum, W.B.; Syamani, F.A.; Suryanegara, L. Heat Properties of Polylactic Acid Biocomposites after Addition of Plasticizers and Oil Palm Frond Microfiber. J. Kim. Sains Dan Apl. 2020, 23, 295-304. [CrossRef] Wuk Park, J.U.N.; Soon, S.I.; Kim, H.; Kim, Y.H. Biodegradable Polymer Blends of Poly(L-Lactic Acid) and Gelatinized Starch. Polym. Eng. Sci. 2000, 40, 2539-2550. [CrossRef] Shahavi, M.H.; Selakjani, P.P.; Abatari, M.N.; Antov, P.; Savov, V. Novel Biodegradable Poly (Lactic Acid)/Wood Leachate Composites: Investigation of Antibacterial, Mechanical, Morphological, and Thermal Properties. Polymers 2022, 14, 1227. [CrossRef] Martinez Villadiego, K.; Arias Tapia, M.J.; Useche, J.; Escobar Macías, D. Thermoplastic Starch (TPS)/Polylactic Acid (PLA) Blending Methodologies: A Review. J. Polym. Environ. 2022, 30, 75-91. [CrossRef] Kaseem, M.; Hamad, K.; Deri, F. Mezclas termoplásticas de almidón: A Review of Recent Works. Polym. Sci. A 2012, 54, 165-176. [CrossRef] Yu, W.; Yuan, T.; Yao, Y.; Deng, Y.; Wang, X. PLA/Coffee Grounds Composite for 3D Printing and Its Properties. Bosques 2023, 14, 367. [CrossRef] Wang, N.; Yu, J.; Chang, P.R.; Ma, X. Influence of Formamide and Water on the Properties of Thermoplastic Starch/Poly(Lactic Acid) Blends. Carbohydr. Polym. 2008, 71, 109-118. [CrossRef] Moustafa, H.; Guizani, C.; Dufresne, A. Sustainable Biodegradable Coffee Grounds Filler and Its Effect on the Hydrophobicity, Mechanical and Thermal Properties of Biodegradable PBAT Composites. J. Appl. Polym. Sci. 2017, 134, 111. [CrossRef] Karmee, S.K. A Spent Coffee Grounds Based Biorefinery for the Production of Biofuels, Biopolymers, Antioxidants and Biocom- posites. Waste Manag. 2018, 72, 240-254. [CrossRef] [PubMed] Atabani, A.E.; Al-Muhtaseb, A.H.; Kumar, G.; Saratale, G.D.; Aslam, M.; Khan, H.A.; Said, Z.; Mahmoud, E. Valorization of Spent Coffee Grounds into Biofuels and Value-Added Products: Camino hacia una biorrefinería integrada. Fuel 2019, 254, 115640. [CrossRef] Mak, S.L.; Wu, M.Y.T.; Chak, W.Y.; Kwong, W.K.; Tang, W.F.; Li, C.H.; Lee, C.C.; Li, C.Y. A Feasibility Study on Making Polylactic Acid (PLA) Polymers by Using Spent Coffee Ground. Sustainability 2023, 15, 13498. [CrossRef] Talalaj, I.A.; Biedka, P. Uso del índice de contaminación de aguas de vertedero (LWPI) para la evaluación de la calidad de las aguas J. Compos. Sci. 2023, 7, 512 subterráneas cerca de los vertederos. Environ. Sci. Pollut. Res. 2016, 23, 24601-24613. [CrossRef] 18 de 21 J. Compos. Sci. 2023, 7, 512 18. 19. 20. 21. 22. 23. 24. 25. 26. 27. 28. 29. 30. 31. 32. 33. 34. 35. 36. 37. 38. 39. 40. 41. 42. 43. 19 de 21 Thoppil, Y.; Zein, S.H. Techno-Economic Analysis and Feasibility of Industrial-Scale Biodiesel Production from Spent Coffee Grounds. J. Clean. Prod. 2021, 307, 127113. [CrossRef] Zdanowicz, M.; Rokosa, M.; Pieczykolan, M.; Antosik, A.K.; Chudecka, J.; Mikiciuk, M. Study on Physicochemical Properties of Biocomposite Films with Spent Coffee Grounds as a Filler and Their Influence on Physiological State of Growing Plants. Int. J. Mol. Sci. 2023, 24, 7864. [CrossRef] Coelho, G.O.; Batista, M.J.A.; Ávila, A.F.; Franca, A.S.; Oliveira, L.S. Development and Characterization of Biopolymeric Films of Galactomannans Recovered from Spent Coffee Grounds. J. Food Eng. 2020, 289, 110083. [CrossRef] Saberian, M.; Li, J.; Donnoli, A.; Bonderenko, E.; Oliva, P.; Gill, B.; Lockrey, S.; Siddique, R. Recycling of Spent Coffee Grounds in Construction Materials: A Review. J. Clean. Prod. 2021, 289, 125837. [CrossRef] Kuété, M.A.; Velthem, P.V.; Ballout, W.; Klavzer, N.; Nysten, B.; Ndikontar, M.K.; Pardoen, T.; Bailly, C. Eco-Friendly Blends of Recycled PET Copolymers with PLLA and Their Composites with Chopped Flax Fibres. Polymers 2023, 15, 3004. [CrossRef] [PubMed] Gigante, V.; Seggiani, M.; Cinelli, P.; Signori, F.; Vania, A.; Navarini, L.; Amato, G.; Lazzeri, A. Utilization of Coffee Silverskin in the Production of Poly(3-Hydroxybutyrate-Co-3-Hydroxyvalerate) Thermoplastic-Based Biocomposites for Food Contact Applications. Compos. A Appl. Sci. Manuf. 2021, 140, 106172. [CrossRef] Zarrinbakhsh, N.; Wang, T.; Rodriguez-Uribe, A.; Misra, M.; Mohanty, A.K. Characterization of wastes and coproducts from the coffee industry for composite material production. Bioresources 2016, 11, 7637-7653. [CrossRef] Ghozali, M.; Meliana, Y.; Fatriasari, W.; Antov, P.; Chalid, M. Preparation and Characterization of Thermoplastic Starch from Sugar Palm (Arenga pinnata) by Extrusion Method. J. Renew. Mater. 2023, 11, 1963-1976. [CrossRef] Rosa, D.S.; Bardi, M.A.G.; Machado, L.D.B.; Dias, D.B.; Silva, L.G.A.; Kodama, Y. Starch Plasticized with Glycerol from Biodiesel and Polypropylene Blends. J. Therm. Anal. Calorim. 2010, 102, 181-186. [CrossRef] Cao, L.; Liu, W.; Wang, L. Desarrollo de una película verde y comestible a partir de goma cassia: The Effects of Glycerol and Sorbitol. J. Clean. Prod. 2018, 175, 276-282. [CrossRef] Huneault, M.A.; Li, H. Morphology and Properties of Compatibilized Polylactide/Thermoplastic Starch Blends. Polymer 2007, 48, 270280. [CrossRef] ASTM E2412-10; Standard Practice for Condition Monitoring of In-Service Lubricants by Trend Analysis Using Fourier Transform Infrared (FT-IR) Spectrometry. American Society for Testing Material: West Conshohocken, PA, USA, 2018. ASTM E1131-20; Método de prueba estándar para el análisis composicional por termogravimetría. American Standard and Testing Material: West Conshohocken, PA, EE.UU., 2020. ASTM E96; Standard Test Methods for Water Vapor Transmission of Materials. Sociedad Americana de Pruebas y Materiales: West Conshohocken, PA, EE.UU., 2017. ASTM D882-12; 2012 Standard Test Method for Tensile Properties of Thin Plastic Sheeting. American Standard and Testing Material: West Conshohocken, PA, EE.UU., 2012. ASTM G21-15; Práctica estándar para determinar la resistencia de los materiales poliméricos sintéticos a los hongos. Norma Americana y Material de Pruebas: West Conshohocken, PA, EE.UU., 2021. Nandiyanto, A.B.D.; Ragadhita, R.; Fiandini, M. Interpretation of Fourier Transform Infrared Spectra (FTIR): A Practical Approach in the Polymer/Plastic Thermal Decomposition. Indones. J. Sci. Technol. 2023, 8, 113-126. [CrossRef] Zdanowicz, M. Influence of Urea Content in Deep Eutectic Solvents on Thermoplastic Starch Films' Properties. Appl. Sci. 2023, 13, 1383. [CrossRef] Xu, F.; Yu, J.; Tesso, T.; Dowell, F.; Wang, D. Qualitative and Quantitative Analysis of Lignocellulosic Biomass Using Infrared Techniques: A Mini-Review. Appl. Energy 2013, 104, 801-809. [CrossRef] Chieng, B.W.; Ibrahim, N.A.; Yunus, W.M.Z.W.; Hussein, M.Z. Poly(Lactic Acid)/Poly(Ethylene Glycol) Polymer Nanocomposites: Efectos de las Nanoplaquetas de Grafeno. Polymers 2014, 6, 93-104. [CrossRef] Hadjiivanov, K. Identification and Characterization of Surface Hydroxyl Groups by Infrared Spectroscopy. En Advances in Catalysis; Academic Press Inc.: Cambridge, MA, USA, 2014; Volumen 57, pp. 99-318. Carrier, M.; Loppinet-Serani, A.; Denux, D.; Lasnier, J.M.; Ham-Pichavant, F.; Cansell, F.; Aymonier, C. Thermogravimetric Analysis as a New Method to Determine the Lignocellulosic Composition of Biomass. Biomass Bioenergy 2011, 35, 298-307. [CrossRef] Marcilla, A.; Berenguer, D. TGA/FTIR Study of the Decomposition of Heet Tobacco in Presence of Zeolites and Silicate Compounds. Mater. Sci. Eng. B 2023, 295, 116593. [CrossRef] Oluwasina, O.O.; Olaleye, F.K.; Olusegun, S.J.; Oluwasina, O.O.; Mohallem, N.D.S. Influence of Oxidized Starch on Physicomechanical, Thermal Properties, and Atomic Force Micrographs of Cassava Starch Bioplastic Film. Int. J. Biol. Macromol. 2019, 135, 282-293. [CrossRef] Pantani, R.; Turng, L.S. Fabricación de componentes poliméricos biodegradables avanzados. J. Appl. Polym. Sci. 2015, 132. [CrossRef] Yang, Z.; Li, X.; Si, J.; Cui, Z.; Peng, K. Morphological, Mechanical and Thermal Properties of Poly(Lactic Acid) (PLA)/Cellulose Nanofibrils (CNF) Composites Nanofiber for Tissue Engineering. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2019, 34, 207-215. [CrossRef] J. Compos. Sci. 2023, 7, 512 44. 45. 46. 47. 48. 49. 50. 51. 52. 53. 54. 55. 56. 57. 58. 59. 60. 61. 62. 63. 20 de 21 Morales, J.; Michell, R.M.; Sommer-Márquez, A.; Rodrigue, D. Effect of Biobased SiO2 on the Morphological, Thermal, Mechanical, Rheological, and Permeability Properties of PLLA/PEG/SiO2 Biocomposites. J. Compos. Sci. 2023, 7, 150. [CrossRef] Song, Z.; Xiao, H.; Zhao, Y. Hydrophobic-Modified Nano-Cellulose Fiber/PLA Biodegradable Composites for Lowering Water Vapor Transmission Rate (WVTR) of Paper. Carbohydr. Polym. 2014, 111, 442-448. [CrossRef] [PubMed] Long, J.; Zhang, W.; Zhao, M.; Ruan, C.-Q. The Reduce of Water Vapor Permeability of Polysaccharide-Based Films in Food Packaging: A Comprehensive Review. Carbohydr. Polym. 2023, 321, 121267. [CrossRef] [PubMed] Jarvis, K.L.; Evans, P.J.; Cooling, N.A.; Vaughan, B.; Habsuda, J.; Belcher, W.J.; Bilen, C.; Griffiths, G.; Dastoor, P.C.; Triani, G. Comparing Three Techniques to Determine the Water Vapour Transmission Rates of Polymers and Barrier Films. Surf. Interfaces 2017, 9, 182-188. [CrossRef] Massijaya, S.Y.; B Laksana, R.P.; Nissa, R.C.; Nurhamiyah, Y.; Irmayanti, M.; Ningrum, R.S.; Kusumah, S.S.; Karlinasari, L. Characterization of PLA-Based Biopolymer Composite Physical Properties with Addition of Sucrose. En Proceedings of the International Conference on Biomass and Bioenergy 2023, Bogor, Indonesia, 7-8 de agosto de 2023. Bertuzzi, M.A.; Castro Vidaurre, E.F.; Armada, M.; Gottifredi, J.C. Water Vapor Permeability of Edible Starch Based Films. J. Food Eng. 2007, 80, 972-978. [CrossRef] Ozyhar, T.; Baradel, F.; Zoppe, J. Effect of Functional Mineral Additive on Processability and Material Properties of Wood-Fiber Reinforced Poly(Lactic Acid) (PLA) Composites. Compos. A Appl. Sci. Manuf. 2020, 132, 105827. [CrossRef] Kowser, M.A.; Hossain, S.M.K.; Amin, M.R.; Chowdhury, M.A.; Hossain, N.; Madkhali, O.; Rahman, M.R.; Chani, M.T.S.; Asiri, A.M.; Uddin, J.; et al. Development and Characterization of Bioplastic Synthesized from Ginger and Green Tea for Packaging Applications. J. Compos. Sci. 2023, 7, 107. [CrossRef] Sofiah, Y.; Aznury, M. Melianti Mechanical Properties of Bioplastics Product from Musa Paradisica Formatypica Concentrate with Plasticizer Variables. J. Phys. Conf. Ser. 2019, 1167, 012048. [CrossRef] Ginting, M.H.S.; Lubis, M.; Sidabutar, T.; Sirait, T.P. The Effect of Increasing Chitosan on the Characteristics of Bioplastic from Starch Talas (Colocasia Esculenta) Using Plasticizer Sorbitol. En IOP Conference Series: Earth and Environmental Science; Institute of Physics Publishing: Bristol, Reino Unido, 2018; Volumen 126. Zhao, X.; Liu, J.; Li, J.; Liang, X.; Zhou, W.; Peng, S. Strategies and Techniques for Improving Heat Resistance and Mechanical Performances of Poly(Lactic Acid) (PLA) Biodegradable Materials. Int. J. Biol. Macromol. 2022, 218, 115-134. [CrossRef] Ma, X.; Chang, P.R.; Yang, J.; Yu, J. Preparation and Properties of Glycerol Plasticized-Pea Starch/Zinc Oxide-Starch Bionanocomposites. Carbohydr. Polym. 2009, 75, 472-478. [CrossRef] Ballesteros, L.F.; Teixeira, J.A.; Mussatto, S.I. Chemical, Functional, and Structural Properties of Spent Coffee Grounds and Coffee Silverskin. Food Bioprocess Technol. 2014, 7, 3493-3503. [CrossRef] Singh, T.; Pattnaik, P.; Kumar, S.R.; Fekete, G.; Dogossy, G.; Lendvai, L. Optimization on Physicomechanical and Wear Properties of Wood Waste Filled Poly(Lactic Acid) Biocomposites Using Integrated Entropy-Simple Additive Weighting Approach. S. Afr. J. Chem. Eng. 2022, 41, 193-202. [CrossRef] Guerrero, P.; Garrido, T.; Leceta, I.; de la Caba, K. Films Basados en Proteínas y Polisacáridos: Preparation and PhysicalChemical Characterization. Eur. Polym. J. 2013, 49, 3713-3721. [CrossRef] Cataldo, V.A.; Cavallaro, G.; Lazzara, G.; Milioto, S.; Parisi, F. Coffee Grounds as Filler for Pectin: Green Composites with Competitive Performances Dependent on the UV Irradiation. Carbohydr. Polym. 2017, 170, 198-205. [CrossRef] [PubMed] Abelti, A.L.; Teka, T.A. Development and Characterization of Biodegradable Polymers for Fish Packaging Applications. J. Packag. Technol. Res. 2022, 6, 149-166. [CrossRef] Huang, S.; Li, H.; Jiang, S.; Chen, X.; An, L. Crystal Structure and Morphology Influenced by Shear Effect of Poly(l-Lactide) and Its Melting Behavior Revealed by WAXD, DSC and In-Situ POM. Polymer 2011, 52, 3478-3487. [CrossRef] Rilda, Y.; Valeri, A.; Syukri, S.; Agustien, A.; Pardi, H.; Sofyan, N. Biosynthesis, Characterization, and Antibacterial Activity of TiDoped ZnO (Ti/ZnO) Using Mediated Aspergillus Niger. S. Afr. J. Chem. Eng. 2023, 45, 10-19. [CrossRef] Nissa, R.C.; Fikriyyah, A.K.; Abdullah, A.H.D.; Pudjiraharti, S. Preliminary Study of Biodegradability of Starch-Based Bioplastics Using ASTM G21-70, Dip-Hanging, and Soil Burial Test Methods. En IOP Conference Series: Earth and Environmental Science; Institute of Physics Publishing: Bristol, Reino Unido, 2019; Volumen 277. Descargo de responsabilidad/Nota del editor: Las declaraciones, opiniones y datos contenidos en todas las publicaciones son responsabilidad exclusiva de los autores y colaboradores individuales y no de MDPI y/o el/los editor/es. MDPI y/o el/los editor/es declinan toda responsabilidad por daños personales o materiales derivados de ideas, métodos, instrucciones o productos a los que se haga referencia en el contenido.