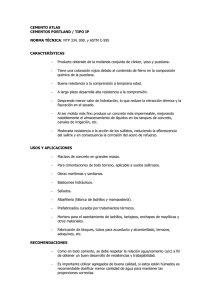
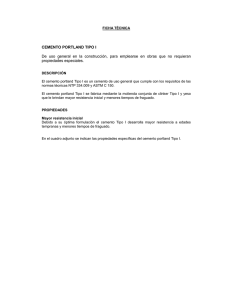
REPUBLICA BOLIVARIANA DE VENEZUELA MINISTERIO DEL PODER POPULAR PARA LA EDUCACIÓN UNIVERSITARIA, CIENCIA Y TECNOLOGÍA INSTITUTO UNIVERSITARIO “DR. FEDERICO RIVERO PALACIO” PNF EN PROCESOS QUÍMICOS TRAYECTO IV PROCESOS QUIMICOS INDUSTRIALES. PROCESO DE PRODUCCIÓN DE CEMENTO Profesor: Elaborado por: Ing. Agnel Alcalá. Majonica Génesis Matamoros Deisy Mayora Milanyer Parada Yusgleidy Marzo de 2018. INTRODUCCIÓN La palabra cemento indica un material que es un conglomerante formado a partir de una mezcla de caliza y arcilla calcinadas y posteriormente molidas, que tiene la propiedad de adherencia y cohesión, lo que le permite endurecerse al contacto con el agua incluso bajo el agua. Es totalmente impermeable manteniendo sus propiedades aun en contacto con el agua. Su dureza, resistencia y capacidad para adoptar distintas formas lo hacen la materia ideal para trabajos de construcción. El cemento ha jugado un papel clave desde la antigüedad dado que se emplearon pastas y morteros elaborados con arcilla o greda, yeso y cal para unir mampuestos en las edificaciones. El cemento como tal se empezó a utilizar en la Antigua Grecia utilizando tobas volcánicas extraídas de la isla de Santorini, los primeros cementos naturales. En el siglo I a. C. se empezó a utilizar en la Antigua Roma, un cemento natural, que ha resistido la inmersión en agua marina por milenios lo cual es sorprendente dado que el cemento Portland (cemento más usado actualmente) no dura más de 60 años en esas condiciones. En la actualidad existen una gran variedad de cementos que se clasifican de acuerdo a sus componentes, los cuales le brindan características específicas que permiten que cada mezcla especial de cemento tenga utilidades específicas de acuerdo a los requerimientos; las aplicaciones de este material son tan amplias debido a sus propiedades físicas y mecánicas que son aprovechadas en multitud de usos. CEMENTO El cemento es un conglomerante formado a partir de una mezcla de caliza y arcilla calcinadas y posteriormente molidas, que tiene la propiedad de endurecerse al contacto con el agua. El producto resultante de la molienda de estas rocas es llamada clinker y se convierte en cemento cuando se le agrega una pequeña cantidad de yeso para que adquiera la propiedad de fraguar al añadirle agua y endurecerse posteriormente. Mezclado con agregados pétreos (grava y arena) y agua, crea una mezcla uniforme, maleable y plástica que fragua y se endurece, adquiriendo consistencia pétrea, denominada hormigón o concreto. Materias primas para la fabricación del cemento para fabricar cemento existen recursos minerales de origen natural (rocas y arcillas) y productos secundarios de la industria (cenizas, lodos), los componentes pueden ser: Caliza: carbonato de calcio CaCO3 que abunda en la naturaleza en forma natural y cuando se calcina da origen al oxido de calcio CaO. La mayoría de las calizas sirven para la producción de cemento, con la condición de que no tengan cantidades muy grandes de magnesio, pues si el cemento contiene más cantidades del límite permitido el concreto producido aumenta de volumen con el tiempo, generando fisuras y por lo tanto perdida de resistencia. o la creta: Es una roca sedimentaria la cual posee estructura suelta, esta propiedad califica a la creta de modo especial para la fabricación del cemento por la vía húmeda. o La marga: son calizas que van acompañadas de sílice y productos arcillosos, así como el óxido de hierro las margas forman el paso de transición de las arcillas, debido a su abundancia las margas se utilizan con mucha frecuencia para la fabricación de este material. Arcillas: se emplea en la producción de cemento dado que está constituida por un silicato hidratado complejo de aluminio, con porcentajes menores de hierro y otros elementos. La acilla aporta al proceso los óxidos de sílice (SiO2), hierro (Fe2O3) y aluminio (Al2O3). La alúmina se encuentra en la naturaleza como componente de las arcillas en su forma más pura la arcilla se encuentra como caolinita la cual es el constituyente principal del caolín producto de la disgregación de las rocas (feldespatos principalmente). Arena: conjunto de fragmentos sueltos de rocas o minerales de pequeño tamaño que se utiliza para fabricar cristal por sus propiedades tales como extraordinaria dureza, perfección del cristal o alto punto de fusión. Yeso: sulfato de calcio hidratado (CaSO4 * 2H2O), es un producto regulador de fraguado, que es un proceso de endurecimiento del cemento, lo que hace es retardar el proceso, se agrega al final del proceso. Componentes correctores: se añaden en los casos en que las materias primas disponibles no contienen la cantidad suficiente de uno de los químicos necesarios en el crudo, los principales materiales correctores son: Diatomeas, Bauxita, Cenizas de pirita, mineral de hierro, etc. Clasificación de los cementos: Se pueden establecer dos tipos básicos de cemento 1. Origen arcilloso: obtenidos a partir de arcilla y piedra caliza. 2. Origen puzolánico: la puzolana (materiales silíceos o aluminio-silíceos) del cemento puede ser de origen orgánico o volcánico. El cemento portland Se obtiene por la pulverización del clinker portland con la adición de una o más formas de yeso (sulfato de calcio). Se admite la adición de otros productos siempre que su inclusión no afecte las propiedades del cemento resultante. Todos los productos adicionales deben ser pulverizados conjuntamente con el clinker. Cuando el cemento portland es mezclado con el agua, se obtiene un producto de características plásticas con propiedades adherentes que solidifica en algunas horas y endurece progresivamente durante un período de varias semanas hasta adquirir su resistencia característica. El proceso de solidificación se debe a un proceso químico llamado hidratación mineral. Con el agregado de materiales particulares al cemento (calcáreo o cal) se obtiene el cemento plástico, que fragua más rápidamente y es más fácilmente trabajable. Este material es usado en particular para el revestimiento externo de edificios. Cementos portland especiales: Los cementos portland especiales son los cementos que se obtienen de la misma forma que el portland, pero que tienen características diferentes a causa de variaciones en el porcentaje de los componentes que lo forman. Portland férrico: El portland férrico está caracterizado por un módulo de fundentes de 0,64. Esto significa que este cemento es muy rico en hierro. En efecto se obtiene introduciendo cenizas de pirita o minerales de hierro en polvo. Este tipo de composición comporta, por lo tanto, además de una mayor presencia de Fe2O3(óxido ferroso), una menor presencia de 3CaOAl2O3 cuya hidratación es la que desarrolla más calor. Por este motivo estos cementos son particularmente apropiados para ser utilizados en climas cálidos. Los mejores cementos férricos son los que tienen un módulo calcáreo bajo, en efecto estos contienen una menor cantidad de 3CaOSiO2, cuya hidratación produce la mayor cantidad de cal libre (Ca(OH)2). Puesto que la cal libre es el componente mayormente atacable por las aguas agresivas, estos cementos, conteniendo una menor cantidad, son más resistentes a las aguas agresivas que el plástico. Cementos blancos: Contrariamente a los férricos, los cementos blancos tienen un módulo de fundentes muy alto, aproximadamente 10. Estos contienen por lo tanto un porcentaje bajísimo de Fe2O3. EI color blanco es debido a la falta del hierro que le da una tonalidad grisácea al Portland normal y un gris más oscuro al cemento ferrico. La reducción del Fe2O3 es compensada con el agregado de fluorita (CaF2) y de criolita (Na3AlF6), necesarios en la fase de fabricación en el horno para bajar la calidad del tipo de cemento que hoy en día hay 4: que son tipo I 52,5, tipo II 52,5, tipo II 42,5 y tipo II 32,5; También llamado pavi) se le suele añadir una cantidad extra de caliza que se le llama clinkerita para rebajar el tipo, ya que normalmente el clinker molido con yeso sería tipo I. Cementos de mezclas Los cementos de mezclas se obtienen agregando al cemento Portland normal otros componentes como la puzolana. El agregado de estos componentes le da a estos cementos nuevas características que lo diferencian del Portland normal. Cemento puzolánico Se denomina puzolana a una fina ceniza volcánica que se extiende principalmente en la región del Lazio y la Campania, su nombre deriva de la localidad de Pozzuoli, en las proximidades de Nápoles, en las faldas del Vesubio. Posteriormente se ha generalizado a las cenizas volcánicas en otros lugares. Ya Vitruvio describía cuatro tipos de puzolana: negra, blanca, gris y roja. Mezclada con cal (en la relación de 2 a 1) se comporta como el cemento puzolánico, y permite la preparación de una buena mezcla en grado de fraguar incluso bajo agua. Esta propiedad permite el empleo innovador del hormigón, como ya habían entendido los romanos: El antiguo puerto de Cosa (puerto) fue construido con puzolana mezclada con cal apenas antes de su uso y colada bajo agua, probablemente utilizando un tubo, para depositarla en el fondo sin que se diluya en el agua de mar. Los tres muelles son visibles todavía, con la parte sumergida en buenas condiciones después de 2100 años. La puzolana es una piedra de naturaleza ácida, muy reactiva, al ser muy porosa y puede obtenerse a bajo precio. Un cemento puzolánico contiene aproximadamente: 55-70 % de clinker Portland. 30-45 % de puzolana. 2-4 % de yeso. Puesto que la puzolana se combina con la cal (Ca(OH)2), se tendrá una menor cantidad de esta última. Pero justamente porque la cal es el componente que es atacado por las aguas agresivas, el cemento puzolánico será más resistente al ataque de estas. Por otro lado, como el 3CaOAl2O3 está presente solamente en el componente constituido por el clinker Portland, la colada de cemento puzolánico desarrollará un menor calor de reacción durante el fraguado. Este cemento es por lo tanto adecuado para ser usado en climas particularmente calurosos o para coladas de grandes dimensiones. Se usa principalmente en elementos en las que se necesita alta impermeabilidad y durabilidad. Cemento siderúrgico: La puzolana ha sido sustituida en muchos casos por la ceniza de carbón proveniente de las centrales termoeléctricas, escoria de fundiciones o residuos obtenidos calentando el cuarzo. Estos componentes son introducidos entre el 35 hasta el 80 %. El porcentaje de estos materiales puede ser particularmente elevado, siendo que se origina a partir de silicatos, es un material potencialmente hidráulico. Ésta debe sin embargo ser activada en un ambiente alcalino, es decir en presencia de iones OH-. Es por este motivo que debe estar presente por lo menos un 20 % de cemento Portland normal. Por los mismos motivos que el cemento puzolánico, el cemento siderúrgico tiene mala resistencia a las aguas agresivas y desarrolla más calor durante el fraguado. Otra característica de estos cementos es su elevada alcalinidad natural, que lo rinde particularmente resistente a la corrosión atmosférica causada por los sulfatos. Tiene alta resistencia química, de ácidos y sulfatos, y una alta temperatura al fraguar. Cemento de fraguado rápido: El cemento de fraguado rápido, también conocido como "cemento romano ó prompt natural", se caracteriza por iniciar el fraguado a los pocos minutos de su preparación con agua. Se produce en forma similar al cemento Portland, pero con el horno a una temperatura menor (1.000 a 1.200 °C).1 Es apropiado para trabajos menores, de fijaciones y reparaciones, no es apropiado para grandes obras porque no se dispondría del tiempo para efectuar una buena aplicación. Aunque se puede iniciar el fraguado controlado mediante retardantes naturales (E-330) como el ácido cítrico, pero aun así si inicia el fraguado aproximadamente a los 15 minutos (a 20 °C). La ventaja es que, al pasar aproximadamente 180 minutos de iniciado del fraguado, se consigue una resistencia muy alta a la compresión (entre 8 a 10 MPa), por lo que se obtiene gran prestación para trabajos de intervención rápida y definitivos. Hay cementos rápidos que, pasados 10 años, obtienen una resistencia a la compresión superior a la de algunos hormigones armados (mayor a 60 MPa). Cemento aluminoso: Artículos principales: Cemento aluminoso y Aluminosis. El cemento aluminoso se produce principalmente a partir de la bauxita con impurezas de óxido de hierro (Fe2O3), óxido de titanio (TiO2) y óxido de silicio (SiO2). Adicionalmente se agrega óxido de calcio o bien carbonato de calcio. El cemento aluminoso también recibe el nombre de «cemento fundido», pues la temperatura del horno alcanza hasta los 1.600 °C, con lo que se alcanza la fusión de los componentes. El cemento fundido es colado en moldes para formar lingotes que serán enfriados y finalmente molidos para obtener el producto final. Se usa en hornos (soporta hasta 1600 °C), hormigones refractarios, prefabricados y obturaciones de agua debido a la rapidez de fraguado y a su alta resistencia a las aguas agresivas. No debe emplearse en estructuras. Atendiendo a la naturaleza de sus componentes, los cementos pueden clasificarse en varios tipos diferentes. cemento portland: (también denominado como cemento tipo 1-RTCR, y que cumple con las especificaciones físicas de la norma ASTM C150 para el cemento tipo 1) cemento hidráulico producido al pulverizar clinker y una o más formas de sulfato de calcio como adición de molienda. cemento hidráulico modificado con puzolana; cemento tipo MP-RTCR: cemento hidráulico que consiste en una mezcla homogénea de clinker, yeso y puzolana (y otros componentes minoritarios), producido por molienda conjunta o separada. cemento hidráulico modificado con escoria; cemento MS-RTCR: cemento hidráulico que consiste en una mezcla homogénea de clinker, yeso y escoria granulada de alto horno (y otros componentes minoritarios), producido por molienda conjunta o separada. cemento hidráulico de uso general; cemento tipo UG-RTCR: cemento hidráulico que consiste en una mezcla homogénea de clinker, yeso y otros componentes minerales producido por molienda conjunta o separada. Modificaciones: Los cementos indicados en esta norma, pueden incluir las siguientes modificaciones, opcionales, las cuales deberán ser indicadas en su empaque respectivo: A: cemento hidráulico con resistencia al congelamiento (mediante dispersión de burbujas de aire en el concreto producido). AR: cemento hidráulico de alta resistencia inicial. AS: cemento hidráulico de alta resistencia a los sulfatos. BL: cemento blanco. Aquel cemento que cumpla con un índice de blancura superior a 85 en el parámetro *L, de acuerdo con la norma UNE 80305:2001 (establecida por las coordenadas CIELAB). BH: cemento hidráulico de bajo calor de hidratación (en caso de requerirse una mayor cantidad de puzolana debe estar adecuadamente indicada, así como debe existir una especificación aprobada por el cliente). BR: cemento hidráulico de baja reactividad a los agregados reactivos a los álcalis (deben cumplir con los parámetros para baja reactividad a los agregados reactivos a los álcalis). MH: cemento hidráulico de moderado calor de hidratación. MS: cemento hidráulico de resistencia moderada a los sulfatos. Cemento de albañilería; cemento para mortero: cemento hidráulico, usado principalmente en albañilería o en preparación de mortero el cual consiste en una mezcla de cemento hidráulico o tipo Portland y un material que le otorga plasticidad (como caliza, cal hidráulica o hidratada) junto a otros materiales introducidos para aumentar una o más propiedades, tales como el tiempo de fraguado, trabajabilidad, retención de agua y durabilidad. Este cemento debe cumplir con la norma ASTM C91 (cemento de albañilería) y ASTM C-1329 (cemento para mortero) en su última versión. Tabla 2: Requerimientos físicos. Tabla 3: Principales aplicaciones recomendadas. Propiedades del cemento: Buena resistencia al ataque químico. Resistencia a temperaturas elevadas (refractario). Resistencia elevada que disminuye con el tiempo. Se debe evitar el uso de armaduras, con el tiempo aumenta la porosidad. Uso apropiado a bajas temperaturas por ser muy exotérmico. Está prohibido el uso de cemento aluminoso en hormigón pretensado. La vida útil de las estructuras de hormigón armado es más corta. El fenómeno de conversión (aumento de la porosidad y caída de la resistencia) puede tardar en aparecer en condiciones de temperatura y humedad baja. El proyectista debe considerar como valor de cálculo, no la resistencia máxima sino, el valor residual, después de la conversión, y no será mayor de 40 N/mm2. Se recomienda relaciones A/C ≤ 0,4, alta cantidad de cemento y aumentar los recubrimientos (debido al pH más bajo). Reacción de las partículas de cemento con el agua: Periodo inicial: las partículas con el agua se encuentran en estado de disolución, existiendo una intensa reacción exotérmica inicial. Dura aproximadamente diez minutos. Periodo durmiente: en las partículas se produce una película gelatinosa, la cual inhibe la hidratación del material durante una hora aproximadamente. Inicio de rigidez: al continuar la hidratación de las partículas de cemento, la película gelatinosa comienza a crecer, generando puntos de contacto entre las partículas, las cuales en conjunto inmovilizan la masa de cemento. También se le llama fraguado. Por lo tanto, el fraguado sería el aumento de la viscosidad de una mezcla de cemento con agua. Ganancia de resistencia: al continuar la hidratación de las partículas de cemento, y en presencia de cristales de CaOH2, la película gelatinosa (la cual está saturada en este punto) desarrolla unos filamentos tubulares llamados «agujas fusiformes», que al aumentar en número generan una trama que aumenta la resistencia mecánica entre los granos de cemento ya hidratados. Fraguado y endurecimiento: el principio de fraguado es el tiempo de una pasta de cemento de difícil moldeado y de alta viscosidad. Luego la pasta se endurece y se transforma en un sólido resistente que no puede ser deformado. El tiempo en el que alcanza este estado se llama «final de fraguado». PROCESOS DE PRODUCCIÓN DEL CEMENTO o Proceso vía húmeda. La alimentación al horno se produce en forma de una pasta con un grado de humedad comprendido entre el 30 y el 40%. El horno necesita una zona adicional para efectuar la deshidratación, lo que hace que sean excesivamente largos para una producción dada. Asimismo, se requiere una adición extra de calor para evaporar el agua. Algunas de sus ventajas son: La alimentación al horno se dosifica de manera más uniforme que en los procesos de vía seca. Las pérdidas de polvo son normalmente pequeñas. Los gases abandonan el horno a temperaturas relativamente bajas. No es necesario el consumo adicional de calor en la molienda del crudo. No presentan problemas con crudos que tienen un alto porcentaje de álcalis. o Proceso vía semihumeda. El contenido de humedad de la pasta puede llegar a ser de un 20%. La pasta es filtrada y a continuación es granulada por extrusión. Antes de alimentar el horno, se seca en una parrilla. Las ventajas más importantes que presenta este sistema son: No hay problemas con los crudos que tienen un alto porcentaje en álcalis. No necesita calor en la molienda del crudo. Los gases abandonan la parrilla a baja temperatura. Buena dosificación en la alimentación al horno. o Proceso vía semiseca. La materia se peletiza en pequeños nódulos con una adición de agua del 10 al 15%. Como ventajas presenta las siguientes: Los nódulos se descarbonatan parcialmente en la parrilla, por lo que no es necesario acudir a hornos largos para una producción dada. Se obtiene un clinker de granulometría muy uniforme lo que exige un control riguroso del tamaño de los nódulos. Admite materias primas con alto contenido en álcalis. La estabilidad de marcha es buena. Sus inconvenientes radican en su alto costo de mantenimiento y su consumo energético relativamente elevado ya que requiere una adición de calor para secar el crudo antes de proceder a su molienda. o Proceso vía seca. La humedad de la alimentación a la llegada al horno o al sistema de precalentamiento es inferior al 1%. En el proceso vía seca el crudo a su salida de la homogenización pasa a los sistemas de alimentación y de éste aun precalentador constituido al menos por una etapa de ciclones. En algunos hornos largos los ciclones, desempeñan casi exclusivamente una misión de desempolvamiento. Los gases de escape del horno se utilizan normalmente para el secado del crudo. En la vía seca los sistemas de calentamiento son muy variados: Precalentador de cadenas, similar al de los procesos vía húmeda y utilizado en hornos largos. Precalentador de ciclones de dos etapas. Las dos etapas pueden ser dobles. Precalentador de ciclones de cuatro etapas. Los inconvenientes principales de este, sistema radican en tener que trabajar con crudos de bajo contenido en álcalis o bien eliminar éstos del circuito y la producción de excesivo volumen de polvos en el horno. En la siguiente tabla podemos observar los diferentes consumos de energía para cada uno de los procesos de producción. o Tecnologías de producción. En las tecnologías de producción de cemento en la actualidad se utilizan: Calcio en forma de óxido de calcio (CaO). Silicio en forma de óxido de silicio (SiO2). Aluminio en forma de óxido de aluminio (Al2O3). Hierro en forma de óxido de hierro (Fe2O3). Estos elementos se hallan en forma más o menos pura en estado natural, y sus proporciones se logran con distintos tipos de caliza y arcillas, aunque a veces es necesario añadir algún elemento faltante incorporando arenas de un alto contenido sílice o tierras con alto contenido de hierro. Se obtienen distintos tipos de cemento que se utilizan en dependencia de las diferentes tecnologías de producción de hormigones, lo cual permite un uso eficiente del cemento tanto en la actividad constructiva como industrial y a la vez lograr una eficiencia mayor en las plantas de cemento. o Operaciones básicas en la industria del cemento. Las operaciones básicas a considerar en la fabricación del cemento son las siguientes: Extracción y trituración. Dosificación y prehomogenización. Secado y molienda del crudo. Homogenización. Fabricación del clinker. Molienda y ensilado. Expedición. Con vistas a una mejor comprensión de las técnicas del ahorro de energía, se hará un breve resumen de las principales características de cada una de las operaciones básicas consumidoras de energía. o Extracción y Preparación de las Materias Primas. En la labor de extracción se utilizan actualmente máquinas perforadoras de gran rendimiento que realizan su trabajo apoyadas por grandes voladuras con barrenos desde la superficie. Dada la variedad y diferente grado de complejidad que presentan los distintos yacimientos, es difícil sacar conclusiones prácticas sobre los métodos de explotación más idóneos que permitan un menor consumo de energía y de explosivos en esta fase del proceso. Mayor interés presenta el transporte en canteras con la necesaria trituración previa del material. Existe una gran variedad de máquinas para efectuar esta trituración, dependiendo la elección de las propiedades de la materia prima, principalmente de su dureza, humedad y grado de abrasión (normalmente marcado por el contenido de sílice libre). El grado de avance a alcanzar en la trituración viene marcado por un equilibrio entre los costos por abrasión de la máquina (normalmente de elevada inversión) y la consiguiente disminución de los costos energéticos en la posterior molienda. o Dosificación y Prehomogenización. El material triturado es transportado a fábrica por diversos procedimientos (cintas, camiones, etc.) y depositado en los correspondientes silos en un hangar preparado al efecto. El resto de las materias primas necesarias en el proceso son asimismo almacenadas en dicho hangar una vez recepcionadas en fábricas. A continuación, se procede a la dosificación de los componentes, (algunos de los elementos de ajuste se pueden adicionar posteriormente). Cabe aquí hacer una distinción entre los procesos de vía húmeda y seca ya que en aquellos se realiza una adición de agua en la totalidad o en algún componente de la mezcla hasta formar una pasta apta para ser conducida por bombas y tuberías, pudiendo completarse posteriormente esta dilución en la molienda. o Secado y Molienda del Crudo. Según el proceso empleado, la molienda se realiza en seco o en húmedo. En el caso de la vía seca, la humedad del crudo impone limitaciones técnicas en la molienda y es por ello necesario procederá un secado previo del crudo. El secado necesita unos gases que pueden tener diversas procedencias. En los sistemas vía seca generalmente los gases de escape del horno realizan el secado, bien en su totalidad, bien apoyados por gases procedentes de un hogar auxiliar cuando la humedad del crudo lo hace necesario. No obstante, en algunas instalaciones que han sufrido una importante transformación en el tiempo, los gases del horno siguen expulsándose a la atmósfera, previo paso por electrofiltros y en otros directamente a la atmósfera y todo el calor necesario para el secado se genera en un hogar auxiliar. La molienda del crudo se puede efectuar en varios escalones o en un molino único con varios compartimientos. La elección del sistema de molienda puede realizarse según los esquemas básicos: Molienda en circuito abierto, en el que el material que abandona el molino ya no retorna al mismo. El elevado consumo energético y su poca flexibilidad al tratar de variar la finura del producto hacen que tienda a abandonarse. Molienda en circuito cerrado, en el cual un sistema de separación establece dos flujos, uno de gruesos que retornan al molino y otro de finos que se incorporan al proceso principal. En los procesos vía húmeda la molienda de la pasta, que, por supuesto no requiere aporte adicional de calor, se realiza en molinos similares a los de vía seca. Para la molturación del material crudo se necesita entre un 20% y un 50% de la energía eléctrica total del proceso. Además, en algunos procesos se requiere también energía térmica para el secado del material, alcanzándose en vía semiseca el 7% aproximadamente del consumo global. El acabado final se obtiene en un molino de bolas, normalmente dividido en varios compartimentos, destinándose el primero al secado y los restantes a moliendas de progresiva finura. Cuando la molienda se realiza en más de una etapa, normalmente dos, el crudo es secado y triturado previamente en una machacadora que admite gases calientes, pasando posteriormente al molino de bolas donde se completa el secado y se alcanza la granulometría deseada. En algunas instalaciones la machacadora es sustituida por un secador «flash» que en su parte inferior lleva acoplado un molino de martillos para desmenuzar los tamaños gruesos. En el caso de utilizar gases de escape del horno en el secado, un balance de calor, teniendo en cuenta el volumen y temperatura de éstos, la humedad del crudo y el propio calor de fricción, permite deducir el volumen de gases necesarios. Además de los consumos eléctricos y la posibilidad de utilizar gases de horno hay otros criterios importantes que definen el sistema de molienda a utilizar, como características del material, inversión, espacio, mantenimiento, por lo que es difícil tratar de generalizar unos criterios que permitan definir cuál es el sistema adecuado. o Homogenización Dado que las materias primas utilizadas para la fabricación del clinker de cemento deben cumplir unas especificaciones definidas, antes de proceder a su cocción es necesario realizar un ajuste definitivo. Esta operación se conoce con el nombre de homogenización. En esta fase del proceso se determina la composición elemental del crudo resultante y se establecen relaciones numéricas entre los componentes químicos más importantes resultando una serie de módulos. De la eficiencia de la homogenización depende en buena medida la marcha regular del horno, teniendo por consiguiente una gran incidencia en el consumo energético de la planta. Las instalaciones de homogenización en los procesos de vía seca pueden ser discontinuas o continuas. En estas últimas es necesaria una prehomogenización a partir de unas materias primas previamente ajustadas. o Fabricación del Clinker. Esta operación incluye los procesos comprendidos desde la alimentación del crudo hasta la salida del clinker del enfriador. Previamente, en el proceso de vía húmeda, la pasta homogenizada se alimenta directamente al horno. Por último, en la vía seca, el crudo (harina) a su salida de homogenización pasa a los sistemas de alimentación y de este a un precalentador constituido al menos por una etapa de ciclones. Los procesos físico-químicos por los que atraviesa el crudo a medida que se va calentando son los siguientes: El crudo sufre unos procesos físico-químicos a medida que va calentándose: Secado hasta una temperatura próxima a los 150ºC. Eliminación del agua de constitución de la arcilla hasta los 500ºC. Descarbonatación desde 850ºC hasta unos 1.100ºC. Clinkerización entre 1.250 y 1.475°C. En general las reacciones que se producen hasta la obtención del clinker son de carácter fuertemente endotérmico consumiéndose entre 380 y 440 kcal/kg de clinker. Las reacciones que tienen lugar quedan reflejadas en la Figura 2. Figura 1: Reacciones en la cocción del Clinker. La serie de reacciones que se verifican a partir de los 550°C es muy compleja. De todas ellas la más importante es la formación del silicato tricálcico (C3S) y este producto sólo es estable a temperaturas superiores a los 1250°C; ésta sería la mínima temperatura requerida para la cocción del clinker. Sin embargo, en la práctica se trabaja entre los 1400 y 1500°C para que la formación de C3S sea más rápida. Por encima de los 1280°C se forma una fase líquida que favorece la reacción y facilita el desarrollo de la costra protectora del refractario del horno. No obstante, un crecimiento desmesurado de la fase líquida implica una mayor resistencia del clinker en su posterior molturación. Desde el punto de vista energético interesa que la temperatura de clinkerización sea lo más baja posible y que la reacción anterior se verifique en el mínimo tiempo La temperatura puede rebajarse a base de una molienda especialmente fina y con una mezcla muy homogénea de los diversos componentes. Existe para cada crudo un límite económico entre el mayor consumo eléctrico en su molienda y la disminución del consumo térmico para su sinterización. Se puede favorecer la cocción del clinker añadiendo fundentes y mineralizadores. Los fundentes rebajan la temperatura mínima necesaria para la formación de la fase líquida, disminuyendo la viscosidad de la misma y acelerando las reacciones. Los mineralizadores favorecen asimismo la reacción entre el C2S y el CaO libre, incluso en ausencia de fusión. No obstante, las experiencias conocidas indican que solamente en el caso de crudos con alto contenido en cal parece económico el uso de estos aditivos. Rebasada la fase de sinterización es necesario proceder a un enfriamiento del clinker. Las experiencias antiguas decían que solo es posible conseguir una elevada resistencia en el cemento cuando el clinker se enfría rápidamente. Esta exigencia quedaba bien satisfecha con el uso de enfriadores de parrilla, a base de elevados volúmenes de aire. Se ha demostrado que el enfriamiento más lento del clinker, como el que se realiza en los enfriadores tipo satélites, no repercute negativamente en la fabricación del cemento. No obstante, debe evitarse un enfriamiento demasiado largo, pues puede provocar un fraguado muy lento, difícil de corregir con una adición de yeso. En el caso de que el clinker se utilice para la fabricación del cemento blanco, es necesario someterlo a un enfriamiento brusco a la salida del horno (normalmente con agua) para que conserve la tonalidad deseada. Posteriormente se procede a un secado del clinker (consumiéndose combustible en esta fase del proceso), por lo que en conjunto estos tipos de productos requieren unos aportes térmicos mayores, que puede llegar a ser un 10% del total consumido en la instalación. La industria del cemento se caracteriza por el considerable consumo energético que su producción conlleva, y de ahí el interés en la minimización de dicho consumo. En la operación de los procesos de clinkerización y molienda, propios de la industria cementera, usualmente las variables críticas oscilan o tienden a oscilar más de lo deseable y la actuación continua o intermitente del operador es generalmente requerida para guiar el funcionamiento del proceso. En consecuencia, estos procesos no suelen funcionar de forma absolutamente continua, regular y estable, ni tampoco en su punto de rendimiento máximo. o Molienda y Acabado. El clinker a su salida del enfriador es enviado a los correspondientes silos, de donde es extraído y mezclado con el yeso y las restantes adiciones, en la calidad y proporciones adecuadas al cemento que se desea fabricar. La mezcla dosificada de componentes es molida hasta la granulometría necesaria. Usualmente, no son requeridos en esta fase del proceso aportes de energía térmica ya que el propio calor residual del clinker y el desarrollo por fricción son suficientes para eliminar la humedad de las adiciones. Hay que destacar que el consumo eléctrico de la molienda es muy importante pudiendo llegar como media al 40% de la energía eléctrica suministrada a la planta. La molienda se puede efectuar por: Circuito abierto: la premolienda y el refino se efectúan en un solo molino, normalmente dividido en dos cámaras, estando la última dotada de un clasificador de bolas. Las dificultades de este sistema son, la disipación del calor latente del clinker y de molturación, lo que requiere una fuerte ventilación del molino e incluso la inyección de agua, y la dificultad del cambio rápido a otras finuras distintas a la prefijada. Circuito cerrado: la instalación va dotada de un separador, siendo la disposición del conjunto similar a la de molienda de crudo. El separador hace posible la regulación de finura dentro de ciertos límites. Los molinos suelen ser de dos cámaras: al igual que en el caso anterior es necesario eliminar una gran cantidad de calor, aunque aquí se vea favorecido este hecho por la posibilidad de utilizar mayores caudales de aire, pero puede seguir siendo necesaria una inyección de agua. Normalmente se emplea el circuito cerrado puro, no el doble rotatorio ya que no se observan ventajas apreciables en el segundo sistema y tiene en contra un mayor costo de instalación. Salvo en lo referente al aprovechamiento de los gases no existen diferencias esenciales entre los sistemas de molturación del crudo y del clinker. Aquí está más acentuada la utilización de molienda en circuito cerrado, por las mayores exigencias de la granulometría del cemento. En la industria de cemento, los procesos de molienda presentan un elevado ahorro potencial, habiéndose resistido no obstante su regulación a las metodologías de control tradicionales. Alrededor del 75% del total de la energía eléctrica invertida en la producción del cemento corresponde a la molienda de las materias primas y del cemento. Los molinos de volteo son máquinas de elevado consumo y muy bajo rendimiento. Solamente una cantidad inferior a la décima parte de la energía eléctrica suministrada es empleada propiamente en el desmenuzamiento de los materiales. En consecuencia, más del 90% de la energía consumida se derrocha durante este proceso y es disipada básicamente en forma de calor, ruido o vibración. La fase final del ensacado no ofrece mayor interés respecto al consumo energético. Figura2: diagrama de bloque para la obtención del cemento. MEDIDAS DE SEGURIDAD DEL CEMENTO: o Peligros para la salud. Los peligros para la salud en la industria del cemento pueden incluir: contacto con la piel. inhalación del polvo. manejo manual. Contacto con la piel: El contacto con el cemento mojado puede causar tanto dermatitis como quemaduras. Dermatitis La piel que ha sido afectada por dermatitis sufre de comezón y dolor, y tiene apariencia roja, áspera, y agrietada. El cemento puede causar dos tipos de dermatitis irritante y alérgica. La dermatitis irritante es causada por las propiedades físicas del cemento que irritan la piel. Las partículas finas del cemento, frecuentemente mezcladas con arena u otros agregados para hacer argamasa o concreto, pueden irritar la piel. Con tratamiento, la dermatitis irritante usualmente desaparecerá. Pero si la exposición sigue por un periodo más largo, la condición se empeorará y la persona será más susceptible a la dermatitis alérgica. La dermatitis alérgica es causada al ser sensible al cromo hexavalente (crómica) que está presente en el cemento. El cromo hexavalente es conocido como la causa más común de la dermatitis alérgica en las personas. Una vez que alguien es sensible al cromo hexavalente, cualquier exposición futura puede provocar la dermatitis. Algunos empleados se han visto obligados a cambiar de oficio debido a esta susceptibilidad. Mientras más tiempo esté la piel en contacto con el cromo, más penetrará la piel, y el riesgo será mayor. Si se deja el cemento en la piel durante toda la jornada laboral, en vez de lavarse regularmente, el riesgo es mayor. Por lo tanto, los empleados deben examinarse la piel. Tanto la dermatitis irritante como la alérgica pueden afectar a una persona al mismo tiempo. Quemaduras causadas por el cemento: El cemento mojado puede causar quemaduras. Se cree que la causa principal es el contenido alcalino del cemento mojado. Si el cemento mojado queda atrapado en la piel, por ejemplo, si se hinca en él o si el cemento cae dentro de una bota o un guante, puede causar una quemadura seria o se puede desarrollar una úlcera rápidamente. Las quemaduras causadas por el cemento a menudo tardan meses en sanar, y en casos extremos, la víctima puede necesitar injertos de piel o una amputación. Las graves quemaduras químicas a los ojos pueden ser causadas por una salpicadura de cemento. Los empleados con una quemadura causada por el cemento deben buscar atención médica inmediatamente en la sala de emergencias o en un hospital para quemaduras. Inhalación de polvo: Altos niveles de polvo pueden ser producidos cuando se trabaja con el cemento, por ejemplo, cuando se vacían o desechan las bolsas del cemento. A corto plazo, la exposición a altos niveles de polvo de cemento puede irritar la nariz y la garganta. El acto de cortar concreto también puede producir altos niveles de polvo, el cual puede contener sílice. Manejo manual: El trabajar con cemento también representa riesgos tales como las torceduras y las dislocaciones, particularmente en la espalda, los brazos, y los hombros a causa de levantar y cargar las bolsas de cemento, preparar la argamasa, etc. El manejo manual de cargas pesadas puede causar daños más serios a la espalda si el empleado constantemente levanta cargas pesadas. o Primeros auxilios. Descripción de los primeros auxilios: Indicaciones generales. No es necesario el uso de equipos de protección individual por parte de las personas que dispensen los primeros auxilios. Los trabajadores que dispensen primeros auxilios deben evitar entrar en contacto con cemento húmedo o mezclas húmedas que lo contengan. Tras contacto con los ojos. No frotar los ojos para evitar daños de la córnea por estrés mecánico. Quitar las lentes de contacto, si se llevan. Inclinar la cabeza sobre el lado del ojo afectado, abrir ampliamente el párpado y enjuagar inmediatamente con abundante agua (si es posible usar suero fisiológico 0,9% NaCl), durante al menos 20 minutos para eliminar todas las partículas. Evitar que las partículas arrastradas por el líquido caigan en el otro ojo. Consultar a un oftalmólogo o a un especialista en medicina del trabajo. Tras contacto con la piel. Si el polvo de cemento está seco eliminar el máximo posible y después lavar abundantemente con agua. Si el polvo de cemento está húmedo, lavar abundantemente con agua. Quitar y limpiar a fondo las prendas, calzado, relojes, etc. manchados antes de volver a utilizarlos. Solicitar asistencia médica siempre que se produzca irritación o quemadura química. Tras inhalación. Trasladar a la persona a un sitio donde pueda respirar aire fresco. El polvo en la garganta y en las fosas nasales se debería despejar de forma espontánea. Buscar asistencia médica si la irritación persiste o aparece más tarde o si el malestar, la tos u otros síntomas persisten. Tras ingestión accidental. No provocar el vómito. Si la persona está consciente enjuagar la boca para eliminar el material o polvo. Darle de beber abundante agua y consultar inmediatamente a un médico o a un Centro de Información Toxicológica. Principales síntomas y efectos, agudos y retardados: Contacto con los ojos: el contacto directo con polvo de cemento (húmedo o seco) puede provocar lesiones graves, potencialmente irreversibles. Contacto con la piel: El cemento puede tener un efecto irritante sobre la piel húmeda (debido al sudor o la humedad) después de un contacto prolongado o puede causar dermatitis de contacto tras el contacto repetido sin protección adecuada. El contacto prolongado, sin la protección adecuada, con cemento u hormigón húmedo puede provocar graves quemaduras ya que se desarrollan sin sentir dolor (por ejemplo, al arrodillarse en hormigón fresco, incluso llevando pantalones). Inhalación: la inhalación repetida de polvo de cemento durante un largo periodo de tiempo incrementa el riesgo de desarrollar enfermedades pulmonares. Medio ambiente: haciendo un uso normal, el cemento no presenta ningún riesgo particular para el medio ambiente. o Medidas de lucha contra incendios: Medios de extinción Los cementos no son inflamables. Peligros específicos derivados de la sustancia o la mezcla Los cementos no son inflamables, no son explosivos y ni facilitan ni alimentan la combustión de otros materiales. o Medidas en caso de vertido accidental: Precauciones personales, equipos de protección y procedimientos de emergencia. Para el personal que no forma parte de los servicios de emergencia Llevar los equipos de protección descritos y seguir los pasos de manipulación segura. Para el personal de emergencia No se requieren procedimientos de emergencia. No obstante, en situaciones con elevados niveles de concentración de polvo es necesario llevar equipos de protección respiratoria. Precauciones relativas al medio ambiente: No verter cemento ni en los sistemas de alcantarillado ni en aguas superficiales (por ejemplo, arroyos). Métodos y material de contención y de limpieza: Recoger el material vertido y reutilizarlo. Cemento seco Utilizar medios secos de limpieza que no levanten polvo como sistemas de aspiración o extracción (aspiradores industriales portátiles equipados con filtros de partículas de alta eficiencia - (filtros EPA y HEPA, UNE-EN 1822-1:2010) o técnica equivalente). No usar nunca aire a presión. Otras alternativas para limpiar el polvo son: fregar, cepillado húmedo o baldeo (suave para evitar levantar polvo) y luego recoger la mezcla. Si no es posible, limpiar mezclando directamente con agua (ver apartado cemento húmedo) Cuando no se pueda emplear la limpieza en húmedo o por aspiración y sólo sea aplicable el cepillado, es necesario asegurar que todos los trabajadores lleven los equipos de protección apropiados y prevenir la dispersión del polvo. Evitar la inhalación del cemento y su contacto con ojos y piel. Depositar el material recogido en un contenedor. Cemento húmedo Recoger el cemento húmedo y depositarlo en un contenedor apropiado. Dejar que el material se seque y endurezca antes de su eliminación. o Condiciones de almacenamiento seguro: El cemento a granel debe almacenarse en lugar seco (minimizando la condensación), a cubierto, limpio y a salvo de contaminación. Peligro de sepultamiento: El cemento puede acumularse o adherirse a las paredes de los espacios confinados, pudiendo soltarse, derrumbarse o caer inesperadamente. Para prevenir el riesgo de enterramiento o de asfixia no entrar en espacios confinados como silos, contenedores, cubas u otros recipientes que se utilicen para almacenar o contengan cemento sin adoptar las medidas de seguridad apropiadas. El producto envasado, debe almacenarse en sacos cerrados, en un entorno fresco, seco, protegido de corrientes de aire excesivas que puedan afectar a la calidad del cemento. Los sacos deben apilarse de manera estable. No utilizar recipientes de aluminio para el almacenamiento o el transporte de mezclas que contengan cemento húmedo debido a la incompatibilidad de los materiales. Condiciones que deben evitarse: La humedad durante su almacenamiento puede provocar el fraguado del cemento y una pérdida de calidad del producto Materiales incompatibles: Ácidos, sales de amonio, aluminio u otros metales no nobles. Se debe evitar el uso incontrolado de polvo de aluminio con el cemento húmedo ya que al reaccionar libera hidrógeno. o Consideraciones relativas a la eliminación: Métodos para el tratamiento de residuos: No verter cemento ni en el sistema de alcantarillado ni en aguas superficiales. cemento cuyo reductor de cromo ha superado periodo de eficacia (residuos no especificados en otra categoría) (y cuando se demuestre que contenga más de un 0,0002% de Cr(VI) soluble): no debe ser utilizado o vendido excepto para su uso en proceso cerrados y totalmente automatizados, o debe reciclarse o eliminarse de acuerdo a la legislación local o volver a ser tratado con agente reductor. Restos no utilizados o derrames de material seco (partículas y polvo) Recoger el polvo. Etiquetar los contenedores. Su reutilización es posible en función del periodo de eficacia del reductor de cromo (plazos indicados en el saco o albarán) y los requerimientos para evitar la exposición al polvo. En caso de querer eliminarlo, mezclar con agua, dejar fraguar y eliminar de acuerdo a las indicaciones del apartado “Producto - cemento fraguado tras adición de agua”. Material húmedo Dejar fraguar, evitar su vertido en redes de alcantarillado, sistemas de drenaje o aguas superficiales (por ejemplo, arroyos) y eliminar como se indica en el apartado “Producto - cemento fraguado tras adición de agua”. Cemento fraguado tras adición de agua Eliminar de acuerdo a la legislación local. Evitar su vertido en redes de alcantarillado. Eliminar el producto fraguado como residuo de hormigón. El cemento fraguado es un residuo inerte y no peligroso. Residuos de envase Gestionar los residuos de envase completamente vacíos y de acuerdo a la legislación local. o Prevención: Cómo Controlar el Contacto con la Piel: Los empleadores deben considerar eliminar o controlar el contacto con el cemento para prevenir las lesiones o enfermedades del empleado; establecer medidas de control para minimizar el contacto con la piel, ya sea directa o indirectamente de las superficies contaminadas en el entorno del trabajo, y proporcionar a los empleados agua corriente, jabón, y toallas en caso de una contaminación. Una manera importante de controlar la dermatitis causada por el cemento es lavar la piel con agua tibia y jabón, u otro limpiador, y secar la piel después. Los lavabos deben ser suficientemente grandes para poder lavar los antebrazos y deben tener agua corriente tanto caliente como fría (o tibia). Los guantes que son apropiados pueden ayudar a proteger la piel del contacto con el cemento, pero es posible que no sean adecuados para otros aspectos del trabajo de la construcción. Se aconseja tener precaución al usar guantes ya que el cemento que pudiera quedar atrapado contra la piel adentro de un guante puede causar una quemadura de cemento. Usted debe proporcionar ropa protectora, incluyendo overoles con mangas largas y pantalones largos. Los empleados deben seguir las prácticas de seguridad para prevenir las quemaduras de cemento: Use el equipo adecuado de protección personal tal como overoles, calzado de protección, guantes, y protección para los ojos. En caso de que tenga contacto con la piel o que el cemento quede atrapado entre la piel y la ropa, limpie inmediatamente la piel contaminada y la ropa protectora con grandes cantidades de agua limpia. Si no tiene a la mano agua corriente limpia, use un trapo empapado con vinagre para lavar el área que está contaminada. Elimine inmediatamente el cemento mojado cuando llegue a caer en la ropa. Use rodilleras o tablas cuando se arrodille sobre el cemento mojado. Use protección para los ojos cuando abra los sacos de cemento y durante la mezcla, ya que es cuando pueden suceder salpicaduras. Los empleadores también deben tener cuidado al lavar la ropa de trabajo que esté contaminada. Lave la ropa tan pronto como sea posible después de que ha ocurrido la contaminación. Lave por separado la ropa que ha sido contaminada – no lave estas ropas con el resto de la ropa de la familia. Cuando lave la ropa que ha sido contaminada, use guantes de plástico y no deje que la ropa contaminada entre en contacto con la piel. De ser así, lave el área completamente con agua y jabón. Lave la ropa en agua caliente. Lave la ropa en el ciclo de lavado que sea más largo. Use casi el doble del detergente que usualmente utiliza en una carga de ropa normal. Descontamine la lavadora dejando correr un ciclo de lavado entero sin ropa, con agua caliente y detergente antes de usar la lavadora otra vez para lavar la ropa regular. Cómo Prevenir la Inhalación de Polvo: Cuando sea posible, exponerse al polvo del cemento debe eliminarse, por ejemplo, comprando cemento premezclado (ready mixed cement, por su nombre en inglés). Cuando esto no sea posible, el empleador debe evaluar y establecer las medidas de control que sean adecuadas. Utilice los respiradores apropiados y las gafas de seguridad que sean apropiadas. Cómo Evitar las Lesiones Causadas por Levantar Objetos: Pesados El cemento debe ser suministrado en bolsas de 40 libras u ordenado en grandes cantidades. Cuando el cemento se maneje manualmente, el supervisor debe evaluar las medidas del control de riesgos, y tomar las acciones necesarias para prevenir las lesiones causadas por levantar objetos. PROPIEDADES FÍSICO - QUÍMICAS. A continuación se presentan las principales propiedades físico – químicas del cemento. Cuadro 1. Propiedades Fisico - Químicas (básicas) Apariencia Olor Estado pH (en agua) Solubilidad (en agua) Gravedad especifica (agua = 1) Punto de ebullición (ºC) Densidad relativa (g/cm3 a 20 °C) Densidad aparente (g/cm3 a 20 °C) Polvo gris o verdoso No tiene olor notable Sólido (polvo) 12 - 13 Levemente soluble (0,1 - 10 %) 2,05 - 3,10 ˃ 1250 2,75 - 3,20 0,9 - 1,5 DESCRIPCIÓN DEL PROCESO DE PRODUCCIÓN. El cemento se fabrica a partir de una mezcla de Clinker con yeso que actúa como controlador de fraguado. Además se tienen que añadir otro tipo de adiciones activas como cenizas volantes, escorias de alto horno, caliza, humo de sílice o puzolanas. El proceso consta de 10 etapas. 1. Obtención y preparación de materias primas. Las canteras se explotan mediante voladuras controladas, en el caso de materiales duros como calizas y pizarras, mientras que en el caso de materiales blandos (arcillas y margas) se utilizan excavadoras para su extracción. Las materias primas para la fabricación del clinker son dos principalmente: Un aporte de carbonato: generalmente calizas o margas. Son las encargadas de aportar el CaO que luego reaccionara en el horno para formar los silicatos que son los componentes realmente activos en el clinker. Un aporte de fundentes: generalmente arcillas o pizarras. Son las encargadas de aportar los óxidos que funcionan como fundentes y que contribuyen a la formación de fase líquida en el horno, facilitando las reacciones. 2. Trituración. Una vez extraído y clasificado el material, se procede a su trituración hasta obtener una granulometría adecuada para el producto de molienda y se traslada a la fabrica para su almacenamiento en el parque de pre – homogeneización. 3. Pre – homogeneización. El material triturado se almacena en capas uniformes para ser posteriormente seleccionadas de forma controlada. La pre – homogeneización permite preparar la dosificación adecuada de los distintos componentes reduciendo su variabilidad. La etapa de pre – homogeneización puede ser por vía húmeda o por vía seca, dependiendo de si se usan corrientes de aire o agua para mezclar los materiales. En el proceso húmedo la mezcla de materia prima es bombeada a balsas de homogeneización y de allí hasta los hornos en donde se produce el clinker a temperaturas superiores a los 1500 ºC. En el proceso seco, la materia prima es homogeneizada en patios, con el uso de maquinarias especiales. En este proceso el control químico es más eficiente y el consumo de energía es menor, ya que al no tener que eliminar el agua añadida con el objeto de mezclar los materiales, los hornos son más cortos y el clinker requiere menos tiempo sometido a las altas temperaturas. 4. Molienda del crudo. En un molino vertical se tritura el material a través de la presión que ejercen sus rodillos sobre la mesa giratoria. Estos materiales se muelen para reducir su tamaño y favorecer así su cocción en el horno. A partir de ahí, la materia prima (crudo) se almacena en silos para incrementar la uniformidad de la mezcla. 5. Precalentador de ciclones. La alimentación al horno se realiza a través del Precalentador de ciclones, que calienta la materia prima para facilitar su cocción. La materia prima molida se introduce por la parte superior de la torre y va descendiendo por ella. Mientras tanto, los gases provenientes del horno, ascienden a contra corriente precalentando así el crudo, que alcanza los 1000 ºC antes de entrar al horno. 6. Fabricación del Clinker: Horno. A medida que el crudo va avanzando en el interior del horno la temperatura va aumentando hasta alcanzar los 1500 ºC, produciendo las complejas reacciones químicas que dan lugar al clinker. 7. Fabricación del Clinker: Enfriador. A la salida del horno, el clinker se introduce en el enfriador, que inyecta aire frio del exterior para reducir su temperatura de los 1400 ºC a los 100 ºC. El aire caliente generado en este dispositivo se introduce nuevamente en el horno para favorecer la combustión, mejorando así la eficiencia energética del proceso. En el cuadro 2 se observa la composición del clinker. Cuadro 2. Composición del Clinker Componentes Oxido de calcio Oxido de Silicio Oxido de Aluminio Oxido de Hierro Porcentajes (%) 60 - 69 18 - 24 4-8 01-ago 8. Molienda de Clinker y fabricación de Cemento. El clinker se mezcla con yeso y adiciones dentro de un molino que generalmente puede ser de rodillos y de bolas. Este último consiste en un gran tubo que rota sobre sí mismo y que contiene bolas de acero en su interior. Debido a la rotación del molino, las bolas colisionan entre sí, triturando el clinker y las adiciones hasta lograr un polvo fino y homogéneo: el cemento. 9. Almacenamiento del Cemento. El cemento se almacena en silos, separados según sus clases. 10. Envasado o expedición a granel. El cemento se ensaca o se descarga en camiones cisternas para su transporte. APLICACIONES. Al cemento se lo considera como un material conglomerante dado que es capaz de unir partes de varios materiales y darles cohesión a partir de diversas modificaciones químicas en la masa. Cabe destacar que cuando se lo mezcla con agua, arena y grava se obtiene el hormigón o concreto, una mezcla de tipo maleable y uniforme que también dispone de un uso extendido en ingeniería y en construcción. El hormigón o concreto es esencial en nuestra vida. El 70% de la población mundial vive en edificaciones con estructuras de hormigón. Además, es el pilar básico de las infraestructuras de transporte (viaductos, pavimentos, puertos, aeropuertos, etc.), de las infraestructuras necesarias para una correcta gestión del agua (red de tuberías, canales, presas, etc.), del sector energético (plantas térmicas y nucleares) y de los edificios. ESTÁNDARES DE CALIDAD El concreto es un material heterogéneo que depende de numerosas variables, como lo es la calidad de cada uno de los materiales componentes de que está formado, de las proporciones en que estos son mezclados entre sí y de las operaciones de mezclado, transporte, colocación y curado. Esto da lugar a que aún para una misma clase y tipo de concreto, este presente una cierta variabilidad en sus propiedades. La forma más eficiente para considerar y manejar la variabilidad del concreto es mediante procedimientos estadísticos. Tanto el estudio de la estadística, como el empleo de los métodos estadísticos, pueden y son dirigidos a los campos específicos de la investigación y tecnología del concreto. En las aplicaciones de ingeniería se utilizan herramientas y procedimientos científicos para evaluar la calidad de un producto. Como herramientas podemos señalar los equipos de producción y los instrumentos de laboratorio; como procedimientos, los planes de calidad y las normas. Una mezcla de concreto puede prepararse utilizando diversos mecanismos de mezclado, sin embargo, los requisitos de calidad pueden ser alcanzados si se cumplen rigurosamente con cada etapa del proceso, desde la selección de los componentes individuales hasta su instalación en obra, incluyendo el curado y las pruebas de laboratorio. Con frecuencia se observa la evaluación de núcleos de concreto o pruebas no destructivas de importantes elementos estructurales, debido a dudas razonables sobre su resistencia. En la industria cementera el control de calidad se aplica a cada acción emprendida para medir las propiedades de sus componentes para controlarlos y obtener un producto dentro de las especificaciones establecidas. El cemento debe cumplir con lo indicado en las normas COVENIN: Consiste en promover la producción y comercialización de cemento y concreto reconocidos por su elevada calidad, la cual cumple con las necesidades específicas de la población. Para ello se apoya en las mejoras continuas de nuestros procesos de producción y en el desarrollo permanente de la mejor calidad de los productos, los más altos estándares de seguridad y la sustentabilidad ambiental. Así garantizamos el crecimiento, desarrollo y fortalecimiento de la infraestructura para el mejor vivir de sus habitantes OBJETO Esta Norma Venezolana establece procedimientos de base estadística que ayuden a planificar la ejecución de ensayos de resistencia del cemento, evaluar y utilizar sus resultados de la manera lo más eficiente posible, tanto en lo que respecta al control de calidad como al cumplimiento de los requisitos. Los principios estadísticos que se utilizan tienen validez de carácter general y por lo tanto son también útiles para el tratamiento de resultados de ensayos relativos a cualquier otra propiedad del concreto o para cualquier otro material. La presente norma venezolana establece los requisitos que deben cumplir el cemento elaborado recién mezclado y no endurecido. En ella se indica: La determinación del contenido de aire en el cemento. El peso por metro cúbico. Los aditivos químicos. La determinación de la resistencia a la compresión Aditivos incorporados de aire. La terminología. ENSAYO DE CALIDAD DEL CEMENTO El cemento es quizás la materia prima más importante de la industria de la construcción, por lo cual es indispensable garantizar que este producto cumpla con todas las especificaciones de la ficha técnica algunos de los procedimientos de ensayos que se realizan en el cemento para el control de su calidad. Este ensayo se realiza para determinar la finura del cemento a través de su permeabilidad al aire con el aparato de Blaine. Conocer este parámetro es muy importante pues influye en el comportamiento del cemento en temas como tiempos de fraguado, consumo de agua, desarrollo de resistencias tempranas, entre otros. Este ensayo determina los tiempos de fraguado del cemento mediante la evolución de su resistencia a la penetración de la aguja del aparato de Vicat. El tiempo de fraguado inicial y final sirven para estimar el intervalo de manejabilidad que tendrá la mezcla que se realice con el cemento evaluado, los tiempos de fraguado dependen de variables como cantidad y tipo de adiciones presentes, finura, composición química, etc. El ensayo de resistencia a compresión permite obtener un parámetro de control en la producción del cemento y su vez brinda información al constructor o productor de concreto para realizar ajustes en la dosificación de sus diseños, de ser necesario. Pueden producirse cementos con diferentes evoluciones de resistencia y se utilizan según los requerimientos de la aplicación. Por ejemplo, hay cementos Tipo ART (Alta Resistencia Temprana) que se usan para elementos prefabricados, dovelas de puentes y sistemas industrializados que tienen la necesidad de ser desencofrados a edades tempranas. La expansión de barras de mortero sumergidas en agua es un parámetro de durabilidad exigido en la norma NTC 121. El valor de la expansión está relacionado con el contenido de sulfato en el cemento y puede superar los límites establecidos en la norma (0,020 % a 14 días) si se tienen cementos con altos contenidos de sulfatos que podría representar problemas de durabilidad en las estructuras. PRODUCCIÓN DEL CEMENTO EN VENEZUELA La industria del cemento en Venezuela ha tenido constantes cambios luego de que iniciará en 2008 la estatización de varias empresas entre las que se cuentan: Fábrica Nacional de Cemento, Vencemos, Cemento Andino, Industria Venezolana de Cemento, Cemento Cerro Azul y Corporación Socialista de Cemento. Esto comprometió el desempeño de la industria al someterlas a una enorme incertidumbre con respecto a los objetivos de producción y las líneas estratégicas de operación que se puede vislumbrar a través del histórico de producción. Luego de la estatización y a pesar de las inversiones que se hicieron para aumentar la capacidad instalada de producción de cemento, la producción de 2015 fue de 6 millones de toneladas anuales, es decir, 41% menor a la de 2007, cuando las compañías, en manos privadas, produjeron 10,2 millones de toneladas anuales. El desempeño de cuatro empresas entre 2011 y 2015 refleja que solo aprovecharon 52% de la capacidad instalada y tres de ellas reflejaron caídas en la producción importantes: Fábrica Nacional de Cemento, 67%; Cemento Andino, 39% y Vencemos, 15%. Todo esto derivó en el descenso de la producción que, sumado a los controles de precios y de la distribución, ha provocado escasez, la creación de mercados paralelos y dio cabida a diversos actos de corrupción. Actualmente la producción del cemento en Venezuela se encuentra completamente paralizada se encuentra la producción de cemento en la planta de la antigua Cemex en Barquisimeto, la planta producía 9 millones de toneladas métricas anuales y últimamente bajó a menos del 30%, que no cubre nada de las necesidades de la industria de la construcción. El consumo nacional alcanza a 16 millones de toneladas métricas, lo que no se logra pues todas las plantas expropiadas están inactivas. Las causas de este déficit se deben a la falta de inversiones para la sustitución o recuperación de los equipos necesarios para la producción. La estatización implicó la constitución de empresas utilizando los activos privados existentes previamente. Luego de este proceso, los volúmenes de producción al menos deberían ser semejantes a los alcanzados históricamente. Sin embargo, la realidad ha sido totalmente diferente. Todas las plantas producen por debajo de sus capacidades, y tienen un desempeño inferior al registrado cuando estaban bajo la gestión del sector privado. Además, la empresa Cerro Azul, presenta una bajísima producción, ya que después de 10 años de iniciada la obra, aún no está culminada. CONCLUSIÓN El mejor proceso productivo para la fabricación del cemento es el obtenido por vía seca. La producción del cemento puede ocasionar algunos problemas ambientales tales como enorme erosión del área de las canteras por la extracción continua de la piedra caliza y otros materiales, emisión de contaminantes al aire (monóxido de carbono, monóxido de nitrógeno, óxido de azufre y partículas muy finas. Se presenta un enorme déficit en el abastecimiento que han obligado a apelar a la importación de los insumos faltantes, lo que se agrava con la actual situación económica recesiva e inflacionaria. La estatización no representó un mejor manejo gerencial y operativo de las plantas. La producción de las cementeras que eran administradas por el sector privado y fueron expropiadas cayó 41%. REFERENCIAS 1. Prevención de riesgos en Cemento, Consejería de Industria, Comercio y Turismo. Junta de Castilla y León, 2001. 2. Diagnóstico Energético/Rama Cemento. Dirección de Energética, Departamento de la Inspección Estatal Energética, Cuba. 2000. 3. Ahorro de Energía en la Industria del Cemento. Universidad Autónoma de Occidente. 4. http://www.tdi.state.tx.us/wc/safety/videoresources/ avcatalog.html. 5. Ficha de datos de Seguridad del Cemento, CEMEX, revisión 14, 2016. 6. Instituto Costarricense del Cemento y del Concreto, ICCYC. 7. https://es.wikipedia.org/wiki/Cemento 8. https://sjnavarro.files.wordpress.com/2008/09/def-y-elaboracion-cemento.pdf 9. http://paisdepropietarios.org/propietariosve/wpcontent/uploads/2016/04/PDP_caso_cemento-1.pdf