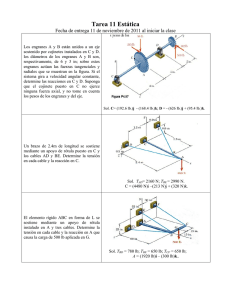
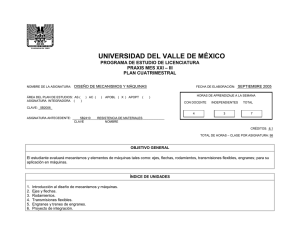
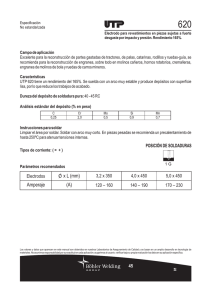
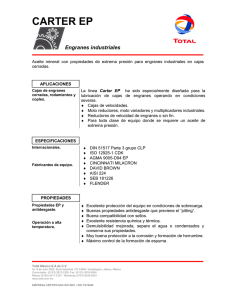
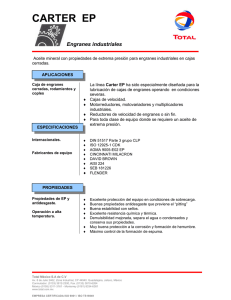
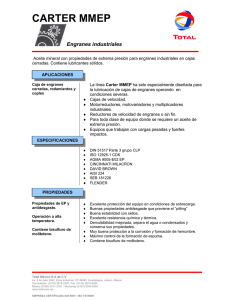
Prueba de Defectos en Engranes. José Manuel Campos Ortega Juan Carlos Ortega Valencia José Carlos Castañeda Batista Edgar Eduardo Escobar Santos José Alberto Pineda Torres Carlos Antonio Hernández Mendoza INSTITUTO TECNOLÓGICO DE COLIMA Departamento de Ingeniería Industrial Av. Tecnológico No. 1. , C.P.28976, villa de Álvarez, Col. Tel / Fax (01 312) 3129920, 3140933. , www.itcolima.edu.mx Resumen. En esta práctica se utilizó el kit de defectos en engranes para analizar los efectos que estos defectos tienen sobre la potencia suministrada y la velocidad en engranes rectos y helicoidales. I. INTRODUCCIÓN Los engranes son ruedas dentadas de distintos tamaño que encajan entre sí, y a través de este complemento mecánico ocurre la trasmisión de movimiento hacia el resto de la maquinaria. A la hora de hacer una distinción de engranajes, se pueden hacer cuatro clasificaciones en función a los materiales, forma, forma de los dientes y posición de sus dientes. Los engranajes rectos son la tipología de engranes más común, se utilizan para grandes reducciones de engranaje, velocidades pequeñas y velocidades medias. De esta forma, los rectos son de gran aplicación cuando se requiere transmitir el movimiento de un eje a otro paralelo y cercano. Los engranajes helicoidales operan de forma más suave y silenciosa en comparación con los rectos. Esta diferencia se debe a la forma oblicua en la que interactúan sus dientes en relación al eje de rotación. Este tipo de engranes tienen la desventaja de ser muy costosos de elaborar. II. Figura 1. Diagrama del mecanismo. En primer lugar se instalarán los engranes rectos de control (sin defectos) y se pondrán a funcionar a aproximadamente 800RPM sin carga y con carga de 1 𝑁 ∙ 𝑚 y capturar los resultados obtenidos. Luego de obtener los datos de control se procede a realizar el cambio de los engranes rectos de control por los engranes rectos con defecto y se repiten las pruebas con y sin carga, y se capturan los datos. Finalmente se repite el procedimiento descrito anteriormente utilizando engranes helicoidales. En la figura 2 se muestran 3 de los 4 pares de engranes del kit de defectos en engranes. METODOLOGÍA Utilizar el KIT de defectos en engranes para conectar el motor al equipo de frenado y carga como se muestra en la figura 1. Figura 2. Pares de engranes: Recto con defecto, helicoidal de control y helicoidal con defecto. III. DESARROLLO Y RESULTADOS En primer lugar se procede a acoplar el equipo de frenado y carga al motor por medio de la caja de engranes, como se ve en la figura 3. Figura 5. RPM reales, RPM inducidas y Potencia respectivamente. Una vez realizadas las pruebas en el par de engranes rectos de control se procede a repetir estas mismas pruebas en el par de engranes rectos con defecto, para lo cual otro equipo se hizo cargo y capturó loas valores pertinentes, los cuales se muestran en la tabla 1. Figura 3. Motor, caja de engranes y equipo de frenado y carga. Para la primera prueba se encuentran instalados los dos engranes rectos de control, de manera que el equipo simplemente se pone a funcionar a ±800 𝑅𝑃𝑀 sin carga y se procede a capturar los datos de RPM reales, RPM inducidas y potencia, en la figura 4 se muestran los resultados capturados de la prueba. Figura 4.RPM reales, RPM inducidas y Potencia respectivamente Una vez capturados los valores deseados se procede a repetir la prueba, esta vez con una carga de 1 𝑁 ∙ 𝑚. Los datos obtenidos de esta prueba se muestran en la figura 5. Continuando con las pruebas a nuestro equipo le tocó realizar las pruebas en el par de engranes helicoidales de control, de manera que fue necesario hacer una vez más la desinstalación de los engranes de la prueba anterior para continuar con los helicoidales, en la figura 6 se muestran algunos de los pasos para realizar el cambio de engranes. capturan los datos. Los datos capturados de la prueba con carga se muestran en la figura 8. Figura 8. RPM reales, RPM inducidas y Potencia respectivamente. Finalmente, al terminar la prueva con carga en el engrane helicoidal, otro equipo procede a realizar el intercambio de engranes y posterior mente reaalizar las pruebas a la misma velocidad angular, sin carga y con carga de 1 𝑁 ∙ 𝑚 en el par de engranes helicoidales sin defecto. Por último los datos obtenidos por los diferentes equipos en conjunto se muestran en la tabla 1. Figura 6.Evidencias del cambio de engranes. Una vez con los engranes helicoidales de control instalados se repite el procedimiento seguido para los dos últimos pares de engranes, el motor se pone a girar a ±800 𝑅𝑃𝑀 sin carga y los datos antes mencionados son capturados. Engrane Control Recto Falla Control Helicoidal IV. Figura 7. RPM reales, RPM inducidas y Potencia respectivamente. Siguiendo con el procedimiento, una vez capturados los datos sin carga se repite el proceso ahora con una carga de 1 𝑁 ∙ 𝑚 y, de nuevo, se Falla Tabla 1 Potencia (W) Sin 1𝑁 carga ∙ 𝑚 66 67 66 69 67 70 68 72 RPM Ind Rea Ind Rea Ind Rea Ind Rea 804 788 825 804 804 776 804 785 CONCLUSIONES Como se puede apreciar al comparar los pares de engranes rectos con los helicoidales, los cambios de potencia entre sin carga y con carga son prácticamente iguales para cualquier tipo de engrane, mientras que la principal diferencia se encuentra en la velocidad, siendo los engranes rectos los que más velocidad nominal consiguen cuando los helicoidales la reducen notablemente. José Manuel Campos Ortega ([email protected]) Egresado del bachillerato “Gregorio Torres Quintero” ISENCO. Actualmente estudia en el Instituto Tecnológico de Colima en el quinto semestre de la carrera de mecatrónica. José Carlos Castañeda Batista Edgar Eduardo Escobar Santos ([email protected]) Egresado del bachillerato técnico número 16 de la Universidad de Colima, actualmente cursando la licenciatura en Ingeniería Mecatrónica en el Instituto Tecnológico de México campus Colima. Carlos Antonio Hernández Mendoza ([email protected]) Egresado del bachillerato técnico número 2 de la Universidad de Colima, actualmente estudia en el Instituto Tecnológico de Colima en el quinto semestre de la carrera de mecatrónica. José Alberto Pineda Torres ([email protected]) Egresado del bachillerato técnico no.1 área de ingeniería, Actualmente estudiando en el tecnológico de Colima en la carrera de mecatrónica. Juan Carlos Ortega Valencia ([email protected]) Egresado de la preparatoria general del Tecnológico de Monterrey. Actual estudiante de la carrera de ingeniería mecatrónica en el Instituto Tecnológico de Colima. Se encuentra cursando la materia de Máquinas Eléctricas. ([email protected]) Egresado del Bachillerato Técnico No.1.Actualmente estudiante de Ingeniería Mecatrónica en el Instituto Tecnológico de Colima en el 5 semestre.