“Estudio de la efectividad del ensayo de ultrasonido para inspección
Anuncio

“Estudio de la efectividad del ensayo de ultrasonido para inspección estructural a aceros A 37 -24 ES de calidad SAE 1020.” Tesis para optar al Título de: Ingeniero Civil en Obras Civiles Profesor Patrocinante Héctor Pesenti Pérez Doctor de Investigación en Ingeniería en Materiales Profesor Co-Patrocinante Rolando Ríos Rodríguez Ingeniero Mecánico, M. Sc. Ingeniería Mecánica EDUARDO JAVIER RODRÍGUEZ PAREDES VALDIVIA – CHILE 2014 Agradecimientos. Mis sinceros agradecimientos a cada una de las personas que me han ayudado a llegar aquí: a toda mi familia, a mis amigos, a los que me han dado su apoyo de una u otra forma. A mi madre, Miguelina, por todo el apoyo que me ha brindado durante toda mi vida. ÍNDICE PÁGINA Capítulo I: Antecedentes generales 1 1.1. Introducción 2 1.2. Antecedentes bibliográficos 2 1.3. Planteamiento del problema 5 1.4. Objetivos 6 1.4.1.Objetivo general 6 1.4.2.Objetivos específicos 6 1.5. Metodología de trabajo 6 1.6. Alcances y limitaciones 7 Capítulo II: Fatiga de materiales 8 2.1. Definición de la fatiga 9 2.2. Predicción de la falla por fatiga 10 2.2.1.Método de la tensión 11 2.2.2.Mecánica de fractura 12 2.2.2.1. Balance de energía de Griffith 2.3. Heat Tinting Capítulo III: Ensayos no destructivos 12 14 16 3.1. Definición de ensayos no destructivos 17 3.2. Elementos básicos de un ensayo no destructivo 17 3.3. Rendimiento de la inspección 18 3.4. Balance económico 19 3.5. Técnicas de ensayos no destructivos más usuales 19 3.5.1.Técnica de emisión acústica 20 3.5.2.Radiación penetrante 21 3.5.3.Termografía 22 3.5.4.Visual o manual 23 3.5.5.Líquido penetrante 24 3.5.6.Electromagnetismo 25 3.5.7.Prueba de estanqueidad 27 3.5.8.Ultrasonido 27 Capítulo IV: Ultrasonido 4.1. Teoría del ultrasonido 31 32 4.1.1.Tipo de ondas ultrasónicas 32 4.1.2.Detección de discontinuidades 33 4.1.2.1. Método de resonancia 34 4.1.2.2. Método de transmisión o intensidad 34 4.1.2.3. Método de pulso-eco 34 4.2. Palpadores 35 4.2.1.Palpadores de contacto directo 4.2.1.1. Palpadores normales o rectos 36 4.2.1.2. Palpadores angulares 36 4.2.2.Palpadores de inmersión 4.3. Requisitos para la creación de procedimientos para inspección Capítulo V: 35 Aplicación a inspección estructural 36 37 39 5.1. Antecedentes 40 5.2. Determinación de la tenacidad a la fractura 40 5.3. Determinación de la peligrosidad del defecto 42 Capítulo VI: Diseño metodológico 6.1. Equipos utilizados 6.1.1.Máquinas prefisuradoras en tres puntos 46 47 47 6.1.1.1. Máquina prefisuradora 1997 GMF LPM 47 6.1.1.2. Máquina prefisuradora 2009 GMF LPM 48 6.1.2.Equipo para inspección por ultrasonido 6.1.2.1. Calibración del equipo 48 49 6.1.2.2. Parámetros calibrados 51 6.1.2.3. Interpretación de los reportes del equipo 51 6.1.2.4. Palpadores 53 6.2. Procedimiento de inspección por ultrasonido 53 Capítulo VII: Ensayos y resultados 55 7.1. Inspección previa 56 7.2. Preparación de las muestras 56 7.3. Metodología de ensayo 60 7.3.1.Prefisuración por fatiga 60 7.3.2.Medición externa de las prefisuras por fatiga 64 7.3.3.Ensayo de tintado 72 7.3.4.Medición de las fisuras con ultrasonido 72 7.3.5.Medición de las fisuras mediante ensayo destructivo 73 7.4. Comparación de resultados 78 Capítulo VIII: Discusión de resultados 79 Capítulo IX: Conclusiones 82 9.1. Comentarios 83 9.2. Conclusiones 83 Capítulo IX: Recomendaciones 84 Bibliografía 86 Anexos 89 Anexo 1: Especificaciones técnicas y características del equipo para inspección por ultrasonido TUD310. Anexo 2: 89 Reporte de inspección previa a los ensayos. Inspección en espesor igual a 20 [mm] con palpador recto. 91 Anexo 3: Reporte de inspección previa a los ensayos. Inspección en espesor igual a 45 [mm] con palpador con ángulo 60⁰. Anexo 4: 92 Reporte de inspección previa a los ensayos. Inspección en espesor igual a 45 [mm] con palpador recto. 93 Anexo 5: Reporte de inspección probeta a/w = 0,3. 94 Anexo 6: Reporte de inspección probeta a/w = 0,4. 95 Anexo 7: Reporte de inspección probeta a/w = 0,5. 96 Anexo 8: Reporte de inspección probeta a/w = 0,6. 97 Anexo 9: Reporte de inspección probeta a/w = 0,7. 98 Anexo 10: Reporte de inspección probeta a/w = 0,8. 99 ÍNDICE DE FIGURAS Y TABLAS PÁGINA FIG. N⁰1. Curva S-N descrita por Wöhler (1 centímetro por Zoll2 = 0.75 Mpa). 10 FIG. N⁰2. Utilidad de los NDT frente a la ocurrencia de defectos. 28 FIG. N⁰3. Rango de detección de los NDT. 29 FIG. N⁰4. Utilidad de los métodos de ensayos no destructivos para la fatiga (aplicada a los puentes). 30 FIG. N⁰5. Diagrama de los espesores a considerar en los ensayos de tenacidad a la fractura. 41 FIG. N⁰6. Probetas para determinar la tenacidad a la fractura. 42 FIG. N⁰7. Criterio para evaluación de interacción de defectos. 44 FIG. N⁰8. Niveles de análisis en inspección estructural. 45 FIG. N⁰9. Máquina prefisuradora 1997 GMF LPM. 47 FIG. N⁰10. Máquina prefisuradora 2009 GMF LPM. 48 FIG. N⁰11. Detector de Fallas por Ultrasonido modelo TUD310. 49 FIG. N⁰12. Bloque de referencia I.I.W. V1. 50 FIG. N⁰13. Parámetros entregados por el equipo TUD310. 52 FIG. N⁰14. Dimensiones internas en las probetas. 57 FIG. N⁰15. Estado inicial de las probetas utilizadas. 58 FIG. N⁰16. Rectificación de las caras superiores e inferiores de las probetas. 59 FIG. N⁰17. Probetas terminadas para ser ensayadas. 60 FIG. N⁰18. Software utilizado para calcular los desplazamientos y cargas máximas. 61 FIG. N⁰19. Forma de ensayo de prefisuración. 63 FIG N⁰20. Prefisura en probeta a/w=0,3. 66 FIG N⁰21. Prefisura en probeta a/w=0,4. 67 FIG N⁰22. Prefisura en probeta a/w=0,5. 68 FIG N⁰23. Prefisura en probeta a/w=0,6. 69 FIG N⁰24. Prefisura en probeta a/w=0,7. 70 FIG N⁰25. Prefisura en probeta a/w=0,8. 71 FIG N⁰26. Desarrollo de fisuras en las probetas ensayadas. 74 FIG N⁰27. Desarrollo de fisura en probeta a/w = 0,3. Corte transversal. 74 FIG N⁰28. Desarrollo de fisura en probeta a/w = 0,4. Corte transversal. 75 FIG N⁰29. Desarrollo de fisura en probeta a/w = 0,5. Corte transversal. 75 FIG N⁰30. Desarrollo de fisura en probeta a/w = 0,6. Corte transversal. 76 FIG N⁰31. Desarrollo de fisura en probeta a/w = 0,7. Corte transversal. 76 FIG N⁰32. Desarrollo de fisura en probeta a/w = 0,8. Corte transversal. 77 Tabla N⁰1. Tamaño crítico de fisura correspondiente a cada espesor de probeta. 41 Tabla N⁰2. Parámetros calibrados utilizados según cada palpador. 51 Tabla N⁰3. Tipos de palpadores usados. 53 Tabla N⁰4. Dimensiones de las fisuras y entallas según las probetas. 56 Tabla N⁰5. Cargas y desplazamientos máximos entregados. 62 Tabla N⁰6. Resumen de los ensayos de prefisuración. 62 Tabla N⁰7. Prefisuradora utilizada para cada probeta. 63 Tabla N⁰8. Longitud de las prefisuras medidas con microscopio. 64 Tabla N⁰9. Corroboración de las razones de las probetas. 65 Tabla N⁰10. Longitud de fisura medida a través de ultrasonido. 73 Tabla N⁰11. Longitud de fisura medida luego del ensayo destructivo. 77 Tabla N⁰12. Longitud de fisura medida luego del ensayo destructivo. 78 RESUMEN La inspección estructural es muy importante en la ingeniería civil, especialmente en aquellas construcciones que son solicitadas de forma dinámica. En este contexto, debido a sus visibles ventajas, la inspección por ultrasonido es protagónico. Sistemas activos de inspección estructural con mediciones de ultrasonido son utilizados en otros países. Debido al alto costo, en Chile no se aplican sistemas activos de monitoreo, por lo que la creación de sistemas simples de inspección es necesaria. Estudios recientes demuestran que es muy viable crear estos sistemas simples de forma interdisciplinaria con la Mecánica de Fractura, una rama de la mecánica. En este estudio se verificó en primera instancia los resultados entregados por el método de ultrasonido. Para esto, se realizaron inicialmente ensayos de prefisura en seis probetas de acero estructural A 37 - 24 ES de calidad SAE 1020, cada una con una longitud de fisura diferente. Se efectuaron lecturas con ultrasonido de los defectos generados, y se compararon con mediciones directas generadas por ensayo destructivo. Los resultados obtenidos de esta comparación muestran que este método entrega resultados muy aceptables. Presentándose un error promedio del 2,38%, se ha verificado que este ensayo es muy útil al momento de aplicarlo en obras civiles. Los errores más bajos obtenidos son de alrededor del 0,4%, y el más alto es de un 7,82%, con lo cual se infiere probablemente un error de lectura. Por otro lado, se consiguió generar un método teórico de inspección estructural por medio de lecturas con ultrasonido y metodologías utilizadas en mecánica de fractura. Se establecen valores máximos admisibles de fisura en base a ensayos de tenacidad a la fractura, aplicado a diversos espesores de acero estructural comercial. Luego se evalúa la peligrosidad de los defectos encontrados aplicados a los primeros niveles de inspección estructural. ABSTRACT The structural inspection is important in civil engineering, especially in buildings that are dynamically loaded. In this context, because of its visible benefits, ultrasonic testing is leading. Active systems structural inspection with ultrasound measurements are used in other countries. Because of the high cost, active systems are not applied in Chile, so creating simple inspection systems is necessary. Recent studies show that it is very feasible to create these interdisciplinary systems with Fracture Mechanics, a branch of mechanics. Results presented by ultrasound testing were verified in the first instance. Pre-crack testing was performed on six samples of structural steel A 37-24 ES SAE Grade 1020, with different crack length each. Ultrasound readings were generated in defects, and compared with direct measurements generated by destructive testing. Results of this comparison show that this method exhibits very acceptable results. Whit an average error of 2.38%, this testing was verified and shows its benefits for civil engineering applications. Lowest errors obtained are around 0.4% and highest is 7.82%, probably by reading error. Moreover, theoretical structural inspection method was generated using ultrasonic readings and methodologies used in fracture mechanics. Maximum permissible values of crack based on fracture toughness were established, applied to several thicknesses of structural steel commercial. Danger of defects found applied to the first levels of structural inspection were evaluated. Capítulo I Antecedentes generales Capítulo I: Antecedentes generales 1 Capítulo I 1.1. Antecedentes generales Introducción En el campo de la ingeniería y construcción se utilizan diversos materiales. Entre ellos destacan principalmente el acero, el hormigón armado, la albañilería y la madera. Todos estos conforman sistemas estructurales complejos como lo son edificios, muros de contención, puentes, entre otros. Cada tipo de sistema estructural, y por ende cada material, presenta problemas asociados a su utilización. Uno de los problemas puntuales asociados a estructuras que son solicitadas frente a cargas cíclicas y que son fabricadas con acero estructural (los puentes por ejemplo), son las grietas producidas por fatiga. La presencia de estos defectos puede ser muy perjudicial tanto para la serviciabilidad de la estructura como para su vida remanente. Es por esto que diferentes sistemas de inspección han sido creados y constantemente utilizados. Los métodos que se utilizan en la actualidad se engloban, principalmente, en una categoría llamada “ensayos no destructivos”. Dentro de la gama de ensayos no destructivos, uno ha sido muy utilizado en los últimos años debido a su versatilidad, su capacidad de transporte al lugar de inspección y su confiabilidad certificada, este es el ultrasonido. El ultrasonido es usado muy comúnmente en inspección en diversas áreas, tales estructural, industrial, aeroespacial, entre otros. La gran mayoría de estas inspecciones se basan en la presencia y características de las fisuras pero no se analiza con gran detalle el daño que ésta pueda causar en realidad desde un punto de vista de mecánica de materiales. Como se muestra a continuación, el ensayo de ultrasonido, en conjunto con una rama de la Mecánica llamada Mecánica de Fractura están siendo utilizados de forma sinérgica como aplicación para la inspección estructural. 1.2. Antecedentes bibliográficos Mabuza et al. (2012) destacaron la necesidad de métodos de prueba ultrasónicas para el estudio de los problemas de la Mecánica de Fractura, teniendo en cuenta las fallas en las placas de acero. Fue realizada una simulación computacional de la propagación de defectos basada en una integración numérica de la ecuación de Paris. Además fueron presentados los resultados teóricos y experimentales 2 Capítulo I Antecedentes generales para ambos tópicos; la mecánica de fractura y las disciplinas de ensayo ultrasónicas. Finalmente se llegó a la conclusión que ambas disciplinas son complementarias y se influyen mutuamente. Yuan et al. (2006) mostraron un método para la medición de la vida remanente de un puente de acero de acuerdo al enfoque de la mecánica de fractura. Se incluyó un proceso de inspección ultrasónica de un elemento de la estructura de acero y se utilizaron datos medidos in-situ para corregir los datos analógicos a fin de aumentar la precisión de cálculo. Dicho método de medición constó de siete etapas: la modelación estructural del puente, corrección de la modelación mecánica, modelado de la carga de tráfico, corrección de la carga de tráfico, inspección ultrasónica, el modelado del elemento inspeccionado con mecánica de fractura y la evaluación técnica de la estructura del puente. Reale et al. (1993) publicaron un estudio donde se comparan e identifican las diferencias en los criterios de aceptación de defectos de las normas italianas de END, con el fin de sugerir algunas pautas para una futura norma europea común. Luego se examinan las normas adoptadas en Francia (RCC- MR), Alemania (DIN), Italia (ASME) y Reino Unido (BSI). La investigación se concentra en dos métodos de inspección: ultrasónica y radiográfica. Los criterios de aceptación de defectos en estas normas relativas a la inspección no destructiva, realizadas en un componente durante la fabricación, son comparados y evaluados por la Mecánica de la Fractura. Finalmente se dan pautas generales y los resultados apoyan la importancia del enfoque de Mecánica de la Fractura. Kurz et al. (2010) presentaron un estudio sobre la evaluación del riesgo de fractura en componentes estructurales a través de una simulación computacional, que tiene como base la integración de la inspección no destructiva cuantitativa y la mecánica de fractura probabilística. En el estudio se evaluó la falla bajo cargas estáticas evaluándolas con el formato conocido como Diagrama de Evaluación de Falla (DEF). El riesgo de fractura se evaluó en términos probabilísticos, donde el patrón probabilístico superpuesto sobre el determinista se implementó a través de un muestreo. La simulación de fractura probabilística se obtuvo en términos de probabilidad de falla. La capacidad para simular la calidad y la fiabilidad de la inspección no destructiva (IND) es una característica importante de este enfoque. Esto se logró mediante la integración de algoritmos, análisis probabilístico de DEF y la probabilidad de detección. Finalmente se pudo demostrar que este procedimiento se puede utilizar como una herramienta para la inspección basada en tiempo de vida remanente. Grover y Saxena (1999) explican que el crecimiento de grietas por fatiga es de importancia en la 3 Capítulo I Antecedentes generales estimación de la vida útil remanente. El enfoque de la mecánica de fractura es útil para la caracterización del crecimiento de estas grietas en condiciones de servicio y en las condiciones de operaciones que se consideran seguras. Métodos experimentales y analíticos se han desarrollado para caracterizar el crecimiento de las grietas bajo fluencia (creep), combinada con las condiciones de carga que provocan. Los enfoques analíticos que se han propuesto para caracterizar éstas están limitados en su aplicación. Esto, según explican, se debe a que se no tienen en cuenta de forma completa los efectos de la interacción creep-fatiga en la modelación, y, por tanto, no es posible estimar con precisión la vida remanente promedio. Grover et al (1999) crean un nuevo parámetro llamado reversión de la fluencia (CR), que se define para cuantificar el grado de interacción del creep y la fatiga en la grieta, y se utiliza en un esquema analítico promedio para cuantificar la vida remanente promedio. Los valores promedio de la vida remanente calculados por este método son comparados con los valores obtenidos experimentalmente, lo que proporciona una verificación experimental de este enfoque, obteniendo resultados positivos. Rodríguez (2012) presenta en su tesis doctoral un sistema automatizado de inspección no destructiva de materiales usando ultrasonido para la detección de heterogeneidades en piezas metálicas, en concreto y de acero al carbono de tipo S275JR. Para ello se utilizaron guías lineales que fueron automatizadas con motores paso a paso cuyo movimiento se controló desde un computador, mediante una aplicación gráfica diseñada específicamente para su trabajo. Una vez detectados los defectos, fue posible efectuar la clasificación de los defectos según morfología, posición y tamaño con programas que utilizan algoritmos basados en reconocimiento de patrones. Tras su ejecución se obtienen los informes de los resultados indicando la estimación de los datos buscados. Zahavi et al. (2000) explican el método de la tensión, el cual se debe entender para este estudio. Este se basa en las teorías de la elasticidad y plasticidad. Originalmente fue iniciado por Manson (1954) y Coffin (1954). Las investigaciones de Morrow (1965) y Socie (1977) han expandido y perfeccionado el método. La base teórica del método se dirige a dos atributos que son creados por las cargas: una deformación elástica existente por debajo del límite de elasticidad del material y una deformación plástica que aparece por encima de ella. 4 Capítulo I 1.3. Antecedentes generales Planteamiento del problema En países como Estados Unidos, Italia, Alemania, España, entre otros, la inspección estructural es muy importante. El llamado “Monitoreo de salud estructural”, que combina la captura de datos de una obra civil con el análisis estático/dinámico de la misma, resulta ser algo muy importante en grandes estructuras, siendo aplicado como sistema activo de inspección. En éste, los datos se consiguen desde una red sensorial no destructiva, desde la cual se obtienen indicadores que permiten detectar anomalías (daños o degradación) en una estructura. En vista que nuestro país actualmente no está en condiciones de aplicar sistemas de monitoreo estructural debido a su gran costo, la opción más próxima y conveniente resulta ser un sistema de inspección estructural. Sin embargo, este tema se ha desarrollado poco en Chile, por lo que la creación de formas de inspección se hace necesaria. El estudio presentado en este documento genera una verificación del método de inspección por ultrasonido, comparándose las lecturas de éste con los mostrados por un método de ensayo destructivo mostrándose el porcentaje de error para analizar la conveniencia de esta técnica no destructiva en la inspección estructural. Además se presenta una aplicación del ultrasonido en la inspección estructural, basada en metodologías y conceptos de la mecánica de fractura y respaldado por una norma americana del Instituto Americano del Petróleo (American Petroleum Institute, API). La conveniencia de este estudio radica en dos puntos: el primero versa sobre la verificación de uno de los métodos más usados como técnica de ensayo no destructivo como lo es el ultrasonido. La segunda ventaja, se presenta una forma teórica de inspección para determinar la vida remanente de un elemento de acero estructural, en base a una simple inspección de ultrasonido y un posterior análisis de los datos y condiciones de la estructura obtenidos en terreno. 5 Capítulo I 1.4. Antecedentes generales Objetivos 1.4.1. Objetivo general Evaluar y validar la efectividad del ensayo de ultrasonido para inspección estructural a acero A 37-24 ES de calidad SAE 1020 aplicado a obras civiles, mediante comparación con un ensayo destructivo. 1.4.2. Objetivos específicos a) Realizar mediciones indirectas de las fisuras por medio de ultrasonido. b) Realizar mediciones directas por medio de ensayos de prefisura, “heat tinting”, y posterior, ruptura mecánica. 1.5. Metodología de trabajo En este estudio se generaron, en primer lugar, probetas de 100x45x20 [mm] las cuales son compradas y entregadas con las caras irregulares, no aptas para ensayo. Estas probetas son de acero estructural A 37 – 24 ES y de calidad SAE 1020, muy frecuentes en el ámbito de la ingeniería estructural. Fueron consideradas seis probetas de longitud de fisura diferente para tener una muestra representativa. Luego se procedió a mecanizarlas en la Universidad Nacional de Comahue (UNCOMA), en la ciudad de Neuquén, Argentina, donde se hicieron los primeros ensayos. Una vez acondicionadas las probetas aptas para el ensayo (mecanizadas y con las entallas) se procedió a ejecutar los ensayos de prefisura en los laboratorios de propiedades mecánica de la UNCOMA. Además se adoptó un ensayo llamado “heat tinting” el cual se realizó en la UACh. Una vez realizado el heat tinting se procedió a hacer los ensayos de ultrasonido en las probetas ya prefisuradas. Se midió la longitud de fisura generada utilizando los palpadores adecuados a la situación. El procedimiento de inspección se detalla en este mismo estudio, caracterizando la metodología, los valores de calibración y parámetros de aceptación entre otros. Se toma constancia de los resultados. 6 Capítulo I Antecedentes generales Posteriormente se efectuaron los ensayos destructivos de las probetas. Debido a que este tipo de acero es muy dúctil se sumergieron estas en nitrógeno líquido para generar el cambio de fase dúctilfrágil. Una vez alcanzada una temperatura de -195⁰C aproximadamente se asegura que las probetas no se deformen plásticamente al aplicársele una carga, en cuyo caso se produce la ruptura frágil de estas en el lugar donde se hicieron las prefisuras. De esta forma la fisura queda expuesta a simple vista. Una vez realizado el ensayo destructivo se procedió a escanear las probetas en el lugar donde se encuentran las fisuras, las cuales fueron medidas. Se utiliza un promedio ponderado para la longitud final de fisura. Las fisuras fueron constatadas con un microscopio óptico. Una vez realizados ambos ensayos se procedió a comparar los resultados para verificar la efectividad del ensayo de ultrasonido. Transversalmente se plantea un sistema de inspección estructural, evaluando la peligrosidad de los defectos encontrados por medio de un ensayo de ultrasonido utilizando conceptos de mecánica de fractura con apoyo de la normativa norteamericana. 1.6. Alcances y limitaciones El presente estudio es aplicable al tipo de acero ensayado, A 34 - 27 ES de calidad SAE 1020. Esto se debe a que otros aceros presentan propiedades diferentes que influyen en la metodología de ensayo y resultados obtenidos. Entre las propiedades más influyentes se encuentran la tensión límite elástica la tensión de fluencia , y el módulo de elasticidad . Los resultados de las inspecciones por ultrasonido son aplicables y comparables con otros equipos con una sensibilidad igual o superior al utilizado en este estudio. Debido al gran costo que se requiere para generar las probetas en la aplicación de inspección estructural, se decide realizar una propuesta teórica. Efectuar los ensayos requiere elaborar probetas especiales que no podrían ensayarse en la Universidad Austral, lo cual daría paso nuevamente a realizar tanto la realización del ensayo como la preparación de las probetas en la Universidad Nacional de Comahue. Esto aumentaría aún más el costo. 7 Capítulo II Fatiga de materiales Capítulo II: Fatiga de materiales 8 Capítulo II 2.1. Fatiga de materiales Definición de la fatiga La fatiga de los materiales es un fenómeno frecuente en la ingeniería estructural, en especial en estructuras sometidas a cargas cíclicas o dinámicas. Es algo que se trata de evitar, puesto que su presencia provoca que el elemento estructural sea dado de baja o que necesite un reemplazo o reparación. En el peor de los casos, dependiendo de la importancia estructural del elemento, puede producir el colapso. De acuerdo a Alampalli (2011), la fatiga es el proceso que se describe cómo el daño que se acumula debido a ciclos de esfuerzo/deformación en los metales. A medida que el número de ciclos aumenta el daño acumulado aumenta. Bajo ciertas condiciones el daño acumulativo conducirá a la fisura del material. En la ingeniería estructural, por ejemplo, resulta común la existencia de cargas cíclicas en estructuras de puentes. Hay tres tipos de deformaciones por grietas. Modo I: El modo de rasgado, en el que dos lados de la grieta se alejan uno del otro. Modo II: Modo deslizante, donde los dos lados de la grieta se deslizan uno sobre el otro de forma simétrica. Modo III: Modo de esquila, donde los dos lados de la grieta se deslizan uno sobre el otro de forma asimétrica. La mayoría de las grietas por fatiga en estructuras civiles son de tipo I. Los factores que afectan el desarrollo de la fatiga son la carga, los errores de diseño, errores de fabricación, defectos de construcción o montaje, defectos en la composición de los materiales, deficiente control de calidad, tensiones residuales, y condiciones medioambientales tales como la temperatura o la humedad. Otro aspecto importante a tener en cuenta es que la fatiga es un fenómeno incierto. Todos estudio en relación con los efectos de la fatiga o medidas de mitigación deben tener en cuenta esta incertidumbre en algún grado. Una de las propiedades importantes de la rotura por fatiga consiste en que el umbral de las tensiones de fallo por fatiga es función del nivel de tensión. Ya que se reduce el nivel de tensión, se aumenta el número de ciclos que pueden producirse antes que ocurra la falla. En el límite, existe un 9 Capítulo II Fatiga de materiales valor de esfuerzo por debajo del cual no se producirá la falla, sin importar cuántos ciclos se apliquen al material. Tal relación se expresa en gráficos del tipo S - N. Este fenómeno se conoce como la fatiga de alto ciclo. Si una condición cíclica de carga provoca un comportamiento plástico en el metal, reduciéndose entonces el número de ciclos antes de la rotura por fatiga, fenómeno que se conoce como la fatiga de bajo ciclo. La figura N⁰1 muestra la curva de fatiga típica de Wöhler (Tensión vs Ciclos para falla). FIG. N⁰1. Curva S-N descrita por Wöhler (1 centímetro por Zoll2 = 0.75 Mpa). FUENTE: Khonsari et al. (2013). 2.2. Predicción de la falla por fatiga Como se mencionó anteriormente, la fatiga se produce por la acción de esfuerzos repetidos o variables en el tiempo. Es por esto que la falla por fatiga tiene como principal motivo los esfuerzos fluctuantes en el tiempo. Según Zahavi y Barlam (2000), el proceso de falla por fatiga en una pieza consta de dos etapas. La primera es un proceso "invisible " que culmina en una pequeña grieta. El segundo es la propagación de 10 Capítulo II Fatiga de materiales grietas continuas, las que conducen finalmente a la falla. Por lo tanto, se utilizan para el diseño contra la fatiga dos métodos independientes de análisis que se complementan mutuamente. El Método de la Tensión trata con la fatiga "invisible ", y se refiere a la deformación plástica causada por cargas fluctuantes. El otro método se refiere a la propagación de grietas y se conoce como el método de la mecánica de fractura. Estos dos métodos se describen a continuación. 2.2.1. Método de la tensión Según Morrow (1965), en altas tensiones cíclicas la deformación plástica repetida es la causa predominante de la disipación de energía en los metales. Es posible diferenciar la amortiguación debido a la energía cíclica por deformación plástica con la amortiguación no elástica de la siguiente manera: (1) existe, por lo general, un cambio transitorio en la forma y tamaño de los ciclos de histéresis en el inicio de un ensayo cíclico. (2) La tasa de cambio cíclico y la forma cíclica de estado estacionario, y el tamaño del ciclo son fuertemente dependientes de la amplitud de tensión, pero muy débilmente dependientes de la frecuencia de prueba y la temperatura y (3) se puede observar los cambios micro-permanente y macro estructurales en el metal, en particular la formación e intensificación de bandas de deslizamiento en las que nuclean las grietas y se propagan para formar microfisuras que culminan en la fractura por fatiga. Se puede definir un conjunto de seis propiedades de fractura por fatiga para los metales. Estas se clasifican en cuanto a su resistencia y son obtenidas de forma empíricas. Las tensiones mencionadas anteriormente se pueden utilizar como criterio para obtener el daño por fatiga. Así se obtiene teoría descriptiva de fatiga basada en la acumulación de energía por deformación plástica como criterio de daño por fatiga y la energía de deformación elástica como criterio de fractura. Esta es una teoría que relaciona cuantitativamente las propiedades de la fatiga de un metal a sus propiedades de tensióndeformación de forma cíclica. 11 Capítulo II Fatiga de materiales 2.2.2. Mecánica de fractura La manifestación del fallo por fatiga en una pieza (Zahavi et al., 2000) es la aparición de una grieta, como se mencionó anteriormente. La grieta comienza con imperfecciones y dislocaciones microscópicas, que son seguidas por una división visible que conduce a una fractura definitiva. La teoría de la propagación de la grieta se originó por Griffith y se aplica a la fatiga expuesta por Irwin, París, y otros. Teóricamente, se divide el proceso de propagación de grietas en tres periodos discretos: 1. Daño inicial en una escala microscópica. 2. Daños visibles, grietas de iniciación, y el crecimiento. 3. La fractura instantánea y definitiva. La mecánica de la fractura tiene que ver con el proceso que abarca las dos últimas etapas. Ambas etapas son visibles tras el examen de la superficie dañada de una parte rota. La zona de la fatiga es relativamente lisa, con la ubicación de los orígenes de las grietas que se muestran (en general) con bastante claridad, mientras que la superficie en la zona de ruptura es áspera. 2.2.2.1. Balance de energía de Griffith Arana y González (2002) explican que de acuerdo con el Primer Principio de Termodinámica, cuando un sistema pasa de un estado de no-equilibrio a un estado de equilibrio, se produce una disminución de la energía del sistema. A partir de este principio, Griffith estudió las condiciones de fractura de cuerpos sólidos frágiles con grietas y estableció en el año 1923 la teoría inicial en la que se sustenta la Mecánica de la Fractura. Se puede formar una grieta (o una grieta existente puede crecer) solamente si el proceso origina una disminución de la energía total o si ésta permanece constante. Griffith establece que para que una grieta introducida en un sólido, cargado elásticamente, aumente de tamaño, la energía potencial disponible para la propagación en la placa debe ser suficiente para superar a la energía superficial del material, de forma que se establezca un equilibrio entre la 12 Capítulo II Fatiga de materiales disminución de la energía elástica almacenada en el cuerpo y el incremento de la energía superficial total, como consecuencia de la formación de la superficie libre de la grieta, de forma que la grieta existente crezca y se produzca la fractura, en caso que la energía requerida para propagar la grieta (suma del trabajo desarrollado por la tensión aplicada y la energía elástica liberada al extenderse la grieta) pueda ser suministrada por el sistema. Luego Pérez (2004) explica la expresión de Griffith como el siguiente balance energético: Donde: La condición de equilibrio de la ecuación anterior se define en la primera derivada con respecto a la longitud de la grieta, donde la variación de energía respecto a la longitud de fisura es cero ( ⁄ ). Esta derivada es de importancia debido a que el tamaño crítico de la fisura, lo cual se explicará a continuación, se puede predecir con mucha facilidad. Si se deriva la expresión anterior y se la compatibilidad con las condiciones de contorno, y se reemplazando las expresiones de energía se obtiene la siguiente expresión: √ El parámetro se denomina el Factor de Intensidad de Tensiones, que es la fuerza impulsora de grietas y su valor crítico es una propiedad del material conocido como Tenacidad a la Fractura, que a su vez, es la fuerza que resiste la extensión de la grieta. Se establece a partir de Perez I. (2004): Bajo las hipótesis consideradas, existe un parámetro que gobierna el estado de tensiones en la punta de la fisura: puede ser calculado para toda geometría y estado de carga. 13 Capítulo II Fatiga de materiales Cuando alcance el valor crítico, , la fisura se inestabiliza y comienza a crecer. , característico de cada material, estado termodinámico y temperatura, puede ser medido mediante ensayos normalizados. Como es función de la geometría, existe un (tamaño crítico de fisura) el cual luego de ser sobrepasado la fisura se inestabiliza y comienza a crecer. La tenacidad a la fractura puede ser calculada de muchas formas. A continuación se muestran las formas más usuales y probadas (Perez I., 2004). 2.3. Métodos teóricos. o Función de tensiones de Westergaard. o Funciones de tensiones complejas. o Método de colocación. o Transformación conforme. o Función de Green. o Métodos de elementos finitos. o Método de elementos de contorno. o Principio de superposición. Métodos experimentales. o Fotoelasticidad. o Compliance. o Velocidad de crecimiento de fisura por fatiga. o Holografía, interferometría. Heat Tinting El heat tinting o tinteado por calor se utiliza, en nuestro caso, para obtener una clara imagen de la fisura producida por fatiga. Según Vander Voort (2007), este ensayo se basa en calentar una muestra de metal pulido en el aire a una temperatura relativamente baja para oxidar la superficie. En una aleación de fases múltiples, las tasas de oxidación de los componentes pueden variar dependiendo de su composición, produciendo 14 Capítulo II Fatiga de materiales variaciones en espesor de óxido y colores característicos. El color de interferencia se obtiene una vez que la película llegue a un cierto espesor, generalmente alrededor de 30 [nm]. Varios métodos han sido utilizados para producir películas de óxido adecuados por heat tinting. Estos métodos incluyen la calefacción en un plato caliente o en una hoja colocada sobre un mechero Bunsen, la flotación sobre estaño fundido, o calentamiento en un horno de laboratorio. Independientemente de la técnica utilizada, la superficie pulida se coloca boca arriba y se debe mantener limpia durante la oxidación. Con estos métodos, se utilizan generalmente tiempos de calentamiento de hasta aproximadamente 20 min. Con los tres primeros métodos, se continúa el calentamiento hasta que se observa un color violeta o morado. La temperatura no se controla, excepto con el estaño fundido. Si se utiliza un horno de laboratorio, tanto la temperatura y el tiempo son fijos con el fin de proporcionar un mejor control. EL heat tinting puede producir sorprendentes efectos de color y puede ser muy útil para la identificación de fase, ya que ciertos componentes se oxidan más fácilmente que otros. El examen de la microestructura de muchos metales y aleaciones ferrosos y no ferrosos puede hacerse más fácil por el uso de tintado por calor. Sin embargo, este proceso no debe ser empleado si el calentamiento produce cambios de fase u otros efectos tales como la precipitación. A pesar de la simplicidad de tintado por calor y los excelentes resultados que se pueden obtener, en metalografía se utiliza el método sin mucha frecuencia. El poco uso de este método se debe, probablemente, a la afirmación de que el método es difícil de controlar. Sin embargo, si se utiliza horno de laboratorio para controlar tanto la temperatura como el tiempo, pudiéndose conseguir una excelente reproducibilidad con materiales comunes. 15 Capítulo III Ensayos no destructivos Capítulo III: Ensayos no destructivos 16 Capítulo III 3.1. Ensayos no destructivos Definición de ensayos no destructivos El ensayo de ultrasonido a verificar en el presente estudio pertenece a un grupo llamado de ensayos no destructivos. Es por esto que cabe mencionar y explicar que son estos ensayos, y mostrar los tipos de ensayos existentes. “Se denomina ensayo no destructivo (también llamado END, o en inglés NDT de non destructive testing) a cualquier tipo de prueba practicada a un material que no altere de forma permanente sus propiedades físicas, químicas, mecánicas o dimensionales” (Recalde, 2009). La gama de métodos de ensayos no destructivos están basados en la aplicación de fenómenos físicos tales como ondas electromagnéticas, acústicas, emisión de partículas subatómicas, capilaridad, absorción y cualquier tipo de ensayo que dañe considerablemente la muestra examinada. El objetivo de estos métodos de ensayos es detectar discontinuidades superficiales o internas en materiales, soldaduras, componentes de partes fabricadas, etc. Si bien es cierto que estos no ofrecen la misma cantidad de información comparados con los ensayos destructivos, éstos tienen la ventaja, como su nombre los dice, de no destruir lo ensayado, lo que hace que sean más baratos. Su finalidad es verificar la homogeneidad del material encontrando grietas o microfisuras en la pieza ensayada. Los materiales que pueden inspeccionarse son muy diversos, entre metálicos y no -metálicos, normalmente utilizados en procesos de fabricación tales como: laminados, fundidos, forjados y otras conformaciones. Todas las soldaduras/uniones presentan fallos, grietas, defectos, discontinuidades, por lo que conviene localizar y determinar el tamaño. Los ensayos son realizados bajo procedimientos escritos, que atienden a los requisitos de las principales normas o códigos de fabricación tales como el ASME, ASTM, API y el AWS entre otros. Los inspectores son calificados como Nivel I, II y III por la ASNT (American Society for Nondestructive Testing) según los requisitos de la Práctica Recomendada SNT-TC-1A, CP-189. 3.2. Elementos básicos de un ensayo no destructivo Los siguientes elementos comprenden, en general, lo que debe tener en forma básica cualquier tipo de técnica no destructiva. Recalde (2009) indica cinco componentes: 17 Capítulo III Ensayos no destructivos 1. Fuente: Una fuente que proporciona un medio de sondeo, es decir, algo que puede usarse con el fin de obtener información de la pieza bajo prueba. 2. Modificador: Este medio de sondeo debe cambiar o ser modificado como resultado de las variaciones o discontinuidades dentro del objeto sometido a prueba. 3. Detector: Un detector que puede determinar los cambios en el medio de sondeo. 4. Indicador: Una forma de indicar o registrar las señales del detector. 5. Interpretador: Un método para interpretar las indicaciones. 3.3. Rendimiento de la Inspección Según Rodríguez (2012), el beneficio de una inspección está influenciado por su rentabilidad, que depende principalmente de cuatro factores: sensibilidad, velocidad, cobertura y fiabilidad. Sensibilidad: Ésta se define como el tamaño mínimo de defecto que puede ser detectado de forma precisa. Depende de tipo de material que se esté examinando y del objetivo de la inspección. Debe tomarse en cuenta, además, la precisión de la caracterización de los defectos a inspeccionar. Velocidad: La velocidad del ensayo se puede estimar en base al tiempo utilizado para realizar la inspección y el tiempo para interpretación de datos. Luego, el tiempo de inspección queda determinado principalmente por el tipo de ensayo no destructivo utilizado. Cobertura: Ésta se define en base al porcentaje inspeccionado al concluir el ensayo. Queda limitado por la geometría del elemento a inspeccionar, de su ubicación y del tipo de ensayo utilizado. Fiabilidad: Se define a través de la probabilidad de detección y la probabilidad de falsa indicación. Estos cuatros factores se relacionan entre sí, conjugando la rentabilidad. Si se desea mejorar el rendimiento de la inspección, se puede reducir, por ejemplo, la velocidad de ensayo. Esto se pude lograr reduciendo la cobertura de inspección lo que conlleva a la reducción del costo de la inspección. 18 Capítulo III 3.4. Ensayos no destructivos Balance económico La realización de un END (Rodríguez, 2012) conlleva ciertos gastos, por lo que es necesario analizar la rentabilidad de las inspecciones. Se habla de rentabilidad positiva cuando los beneficios obtenidos tras los ensayos superan los costos de su realización. El costo de una inspección se define en base a diversos factores tales como: Mano de obra: inspectores y operarios. Gastos variables: luz, agua, repuestos. Gastos fijos: local, seguros, devaluaciones de los equipos. Material de ensayo. El costo global puede variar dependiendo de las condiciones de inspección tales como: El número de elementos que se van a inspeccionar. Sensibilidad del ensayo. Tolerancia admisible en la interpretación de los resultados. El grado de conocimiento y experiencia de los inspectores y operarios. Sin embargo, calcular los beneficios no es trivial. Se necesita conocer todos los factores involucrados, donde algunos de ellos son difíciles de cuantificar. 3.5. Técnicas de ensayos no destructivos más usuales Para la detección de daño o problemas asociados a la fatiga, hoy en día se dispone de una gama de ensayos muy convencionales y masificados en uso. Si bien éstos están en constante mejoría, no abarcan todos los posibles problemas que se puedan presentar en una inspección. Por tanto, dependiendo de lo que se desea obtener se escoge un método por sobre el otro. A continuación se detallan los métodos más usados dentro de las técnicas de ensayo no destructivos. 19 Capítulo III Ensayos no destructivos 3.5.1. Técnica de emisión acústica Según explican Ensminger et al. (2011), la emisión acústica es la base para una clase importante de métodos de ensayos no destructivos. La emisión acústica es la emisión espontánea de pulsos de sonido en materiales sometidos a tensiones externas como resultado de la relajación repentina de esfuerzos dentro del material. Suponiendo que un material se somete a tensión y que éste contiene un punto de concentración de tensiones, puesto que las tensiones promedio aumentan, las tensiones en el material cerca del punto de concentración de tensiones se aproximan al límite elástico antes que el resto del material. El material sometido a tensiones concentradas ya no es capaz de soportar su parte de la carga aplicada, y las fibras adyacentes repentinamente experimentan un aumento de tensiones. De acuerdo con el desarrollo de la ecuación de onda, con el fin de obtener el equilibrio, las tensiones se distribuyen por todo el material restante a la velocidad del sonido. La relajación de esfuerzos produce emisiones acústicas que ocurren como resultado de la nucleación y propagación de grietas, tales como el resultado de tales procesos de deformación elástica y plástica, como el deslizamiento de las dislocaciones existentes en el metal , la activación de las fuentes de dislocación, cambios de fase , y el deslizamiento de fronteras de grano. La energía emitida consta de dos componentes: a. Un componente de bajo nivel de alta frecuencia, manifestándose como un ruido que aumenta a medida que la tensión se sigue aplicando. b. Un componente de tipo ráfaga de impulsos o de energía discontinua. Se cree que el tipo de ráfaga de impulsos está relacionado a la formación de defectos de apilamiento y a la formación de grietas. El nivel sonoro de la emisión acústica es muy bajo y depende del nivel de tensión que se produce, dejando de lado las velocidades de deformación y los efectos de volumen. El mecanismo de carga usado para subrayar el material debe ser cuidadosamente diseñado de modo que no genere ruido suficiente para enmascarar la emisión acústica. El espectro de frecuencias de las emisiones acústicas depende de cómo se produce el sonido. Las frecuencias van desde audible a frecuencias ultrasónicas en el rango de megahercios. 20 Capítulo III Ensayos no destructivos El equipo básico requerido para la aplicación de la emisión acústica en los ensayos no destructivos (NDT) comprende un micrófono de alta sensibilidad y un amplificador. Si es posible, la detección se realiza a frecuencias a las que el ruido de fondo sea mínimo. Esto se puede hacer por filtración o por la elección de un transductor con una respuesta limitada a una pequeña gama de frecuencias dentro del área de interés. Aunque la mayoría de las aplicaciones de emisión acústica para NDT han sido en los metales – estanques presurizados, componentes nucleares, materiales aeroespaciales, y tubería– también está ganando campo en poner a prueba los materiales cerámicos. Otras aplicaciones de la emisión acústica incluyen la inspección durante el proceso de soldadura (si las grietas se forman durante el enfriamiento, estas se pueden detectar mientras se forman), el seguimiento de la formación de grietas durante pruebas hidráulicas de las cámaras de cohetes de combustible sólido, y la supervisión de los sistemas de presión del reactor. Las pruebas de emisión acústica se encuentran en amplio uso en la industria, y otros ejemplos de aplicaciones más recientes, incluyendo un seguimiento más exhaustivo del monitoreo de la salud estructural. 3.5.2. Radiación penetrante En palabras de Xu y Xia (2011), la radiación penetrante, o más conocida como radiografía, se compone típicamente de una fuente de radiación y un colector de imagen. La radiación se dirige directamente a través de una muestra de ensayo y expone la película en el otro lado de la muestra. Diferentes tipos de materiales pueden atenuar la radiación de forma diferente, por ejemplo, el acero atenúa los rayos X y los rayos gamma en mayor medida que el hormigón. Las diferencias en la atenuación por lo tanto, pueden producir una imagen fotográfica de la estructura interna de la muestra. Los rayos X y los rayos gamma se utilizan normalmente como fuente de radiación. Los métodos de radiación penetrante se usan principalmente para el examen de los productos soldados y detección de defectos. En el campo del trabajo en hormigón con rayos X, ésta fue desarrollada en Francia para la evaluación de puentes de hormigón pretensado (Dufay, 1985). El equipo ha sido utilizado para examinar la calidad de la lechada y de hormigón, así como la condición de los 21 Capítulo III Ensayos no destructivos cables de pretensado. Una técnica más potente llamada tomografía computarizada podría ser utilizada para producir una representación tridimensional de la estructura interna de un objeto tal como dimensiones, forma, defectos internos y densidad. El objeto es esencialmente sometido a radiografía en diversas orientaciones y luego se usa una computadora para construir la imagen tridimensional. Las técnicas radiográficas convencionales pueden proporcionar información rápida y precisa sobre las características internas que no está disponible a través de otros métodos de ensayos no destructivos. Sin embargo, el equipo es generalmente pesado y el consumo de energía es grande. Las fuentes de alimentación necesarias para penetrar los materiales gruesos y densos utilizados en aplicaciones de infraestructura civil son de aproximadamente 250 kV - 4 MV. La portabilidad de los equipos y la accesibilidad al objeto son dos grandes problemas para las implementaciones de campo. 3.5.3. Termografía. Otro de los métodos convencionales de inspección no destructiva es la termografía, o más comúnmente conocida como método de radiación o termografía infrarroja. Según explica Xu y Xia (2011), la radiación infrarroja tiene una longitud de onda mayor que la luz visible, o mayor que 700 nanómetros. Cualquier objeto cuya temperatura esté por encima de 0 ° K (-273.15 ⁰C) irradia energía infrarroja, que no es visible por el ojo humano pero puede ser detectada por una cámara infrarroja. La termografía infrarroja es una técnica de medición de la temperatura o las diferencias de temperatura en un objeto. Se puede usar simplemente para la inspección de componentes electrónicos o sistemas mecánicos en donde un defecto por lo general provoque un aumento en la temperatura. En aplicaciones de inspección de puentes, las mediciones de temperatura se pueden tomar durante el día o la noche, siempre y cuando se produzca la transferencia de calor entre el puente y el medio ambiente. El hormigón en términos razonables es buen conductor del calor y la convección dentro del hormigón puede considerarse despreciable. Si el hormigón tiene vacíos, el recorrido de la conducción se ve interrumpido. Las interrupciones en el flujo de energía térmica conducen a diferencias 22 Capítulo III Ensayos no destructivos de temperatura en la superficie que pueden ser detectadas por la cámara infrarroja. La termografía infrarroja se considera un método económico y preciso para la determinación de las condiciones de los pavimentos y puentes, donde los procedimientos se han estandarizado en la norma ASTM D4788, por ejemplo. Varios parámetros afectan las mediciones de la temperatura en la superficie: la radiación solar, la nubosidad, la temperatura ambiente, velocidad del viento y la humedad de la superficie entre otros. Por lo tanto, la pruebas termográficas deben llevarse a cabo en los días que no esté demasiado nublado, con la velocidad del viento por debajo de 15 mph, y con la superficie seca. Para la recolección de datos termográficos y posterior análisis de forma completa se debe incluir un cabezal de sensor infrarrojo, un sistema de escaneo infrarrojo, un sistema de recolección de datos, la grabación de imágenes y dispositivos de recuperación. El sistema podría instalarse en un vehículo especialmente equipado en aplicaciones de evaluación de puentes. La termografía infrarroja es una técnica de ensayo en área más que una técnica de ensayo puntual o específico, al igual que algunos otros métodos de ensayos no destructivos. Resulta más eficiente que otros métodos invasivos al probar grandes áreas. Una limitación de la técnica es que la profundidad o espesor de una discontinuidad no se puede detectar. 3.5.4. Visual o manual. La inspección visual o manual es, dentro de los ensayos no destructivos, uno de los más usados. Esto se debe principalmente a que es un ensayo de muy bajo costo y que no requiere de instrumentos caros e inaccesibles. Solo se debe tener mucha precaución en cuanto a su ejecución. La ASME V indica las precauciones que se deben seguir cuando se hace una inspección visual. El examen visual directo se hace normalmente cuando se tiene suficiente acceso a la superficie a examinar acercándose a 24 pulgadas (600 mm) y en a un ángulo no inferior a 30 grados de la superficie a examinar (El-Reedy, 2013). Algunos espejos son utilizados para mejorar el ángulo de visión. Otras formas de ayuda permitidas son, por ejemplo, un lente de aumento el cual se puede usar para ayudar a los exámenes visuales. 23 Capítulo III Ensayos no destructivos Se requiere de iluminación (luz blanca natural o artificial) para partes específicas, componentes, o cualquier sección examinada. La intensidad de luz mínima en la superficie de exploración debe ser de 100 pies candela (1.000 lux). Para demostrar la efectividad del ensayo se requiere tener documentado y archivado datos como la fuente de luz, la técnica utilizada, y el nivel de verificación de luz. La inspección visual se realiza generalmente por un inspector experimentado. Además que existen algunas herramientas que se pueden utilizarse en el sitio para comprobar si la soldadura, por ejemplo, coincide con el estándar y con las especificaciones del proyecto. Una de estas herramientas es el conjunto soldadura en ángulo que es básicamente una pieza rectangular de metal en la forma de la soldadura en ángulo. El inspector desplazará el conjunto de soldadura en ángulo recto sobre la pieza de acero para determinar si el espesor de soldadura coincide con el valor en el indicador de metal. 3.5.5. Líquido penetrante. Los líquidos penetrantes (Iddings y Shull, 2002) constituyen un método rápido, sencillo, barato y sensible de ensayos no destructivos. Estos permiten la inspección de una gran variedad de materiales, componentes, y discontinuidades que están visibles en la superficie. Estas discontinuidades pueden ser inherentes a los materiales originales, el resultado de algún proceso de fabricación, o desarrollarse a partir del uso y/o acción de condiciones ambientales. Este ensayo es análogo a las grietas presentes en una taza de cerámica, visibles por líquido derramándose a través de las fisuras, o las grietas en una acera pavimentada con hormigón hecha visible por líquidos fluyendo a través de estas. Estas grietas son discontinuidades de superficie se hacen visibles mediante un penetrante (un material que se filtra a través de una discontinuidad superficial). Para ser visto, el penetrante debe poseer un color radicalmente diferente (contraste) de la superficie y debe salir de la discontinuidad en condiciones apropiadas. Los ensayos de líquidos penetrantes requieren menos formación y conocimientos de mecánica, en comparación con algunos otros métodos de ensayos no destructivos, sin embargo requieren de cuidados durante la limpieza, en los procedimientos y en el tiempo de procesamiento, siendo necesario además un conocimiento amplio de tipos de discontinuidades que pueden ocurrir en las partes que 24 Capítulo III Ensayos no destructivos serán ensayadas. Se debe realizar un examen visual detallado de la superficie a ensayar antes de comenzar el ensayo no destructivo. Esto permitirá identificar cualquier condición que pueda interferir con el examen. La limpieza es fundamental en varias etapas. En primer lugar, ésta es necesaria para que nada en la superficie de la muestra impida que la discontinuidad esté abierta a la corrosión, la suciedad, recubrimientos protectores, o cualquier otro material. Cualquiera de los elementos mencionados debe ser quitado o limpiado de la superficie. Luego el penetrante puede ser aplicado y permitiendo que actúe a través de la discontinuidad. Posteriormente se definen procedimientos para determinar (a) el tipo de penetrante y (b) el tiempo de permanencia o lapso para que el penetrante pueda entrar en los defectos. Después que éste haya penetrado en la zona de singularidad, el exceso superficial de penetrante se debe retirar. Después de esta segunda limpieza, otro material (llamado desarrollador) se incorpora en la superficie. El desarrollador absorbe parte del penetrante de los defectos, y proporciona un fondo de contraste para permitir que el penetrante sea visible. Finalmente la superficie se limpia una tercera vez, para eliminar el revelador y cualquier penetrante sobrante. El potencial se presenta principalmente en las industrias, donde se incluyen la producción de metal, automoción en general, industria naval y aeroespacial (fabricación y el mantenimiento), la industria petroquímica, generación de energía eléctrica, la fabricación electrónica y materiales compuestos. 3.5.6. Electromagnetismo. Los ensayos por electromagnetismo o también llamados de inspección por partículas magnéticas (MPI) son muy útiles en un área más específica. Si se está trabajando con un material ferromagnético (Shull et al., 2002), por ejemplo con posibles defectos en o cerca de la superficie, la inspección con partículas magnéticas constituye uno de los métodos más económicos de ensayo no destructivos. 25 Capítulo III Ensayos no destructivos Cuando se decide utilizar la MPI deben tenerse en cuenta a lo menos 3 variables. Éstas son: ¿Qué método de magnetización debe usarse? ¿Qué tipo de corriente se va a utilizar? ¿Desea utilizarse partículas húmedas o secas? La MPI es un método muy simple, consistente en magnetizar la muestra y al mismo tiempo fluir finamente partículas ferromagnéticas sobre la superficie. Cualquier defecto en el material afectará el campo magnético de la muestra, y por lo tanto pueden atraerse las partículas magnéticas a los bordes de los defectos. Esto significa que las partículas magnéticas pueden trazar los defectos en la superficie, y por lo tanto se pueden utilizar como un indicador para tales defectos. Dado que la muestra debe ser magnetizada, la MPI está limitada a piezas que son fáciles de magnetizar. La MPI no se puede utilizar en partes no ferrosas tales como cobre, latón, aluminio, titanio, acero inoxidable austenítico o cualquiera de los metales preciosos. La inspección por partículas magnéticas proporciona muchas ventajas aunque con algunas desventajas. Por lo general es la mejor y el más confiable método para hallar grietas en la superficie, especialmente las más finas y poco profundas. El electromagnetismo tiende a ser simple de operar, y produce indicios de fácil interpretación. Casi no existe limitación en el tamaño o forma de la pieza que se está ensayando. La MPI también funciona si el defecto se rellena con un material extraño, o si la muestra se cubre con un revestimiento no magnético, tales como capas finas de pintura o de chapado. Un operador experto puede detectar la profundidad de la mayoría de grietas con una alta precisión. A diferencia de los líquidos penetrantes, la MPI también puede detectar defectos sub-superficiales limitados a una profundidad máxima de aproximadamente 6,35 [mm]. La MPI es poco costosa y se adecúa a la automatización. Por último, resulta muy indulgente que pequeñas desviaciones de las condiciones óptimas de operación a menudo sigan produciendo indicios razonables. Las principales desventajas de MPI son: (a) sólo se puede utilizar en piezas ferromagnéticas y (b) puede detectar discontinuidades sólo en la superficie cerca de las grietas. Además pueden producirse arcos eléctricos y la quema en los puntos de contacto durante la prueba y el objeto a menudo deben ser desmagnetizado luego que el proceso culmine. Por último, muchas partes requieren de un manejo individual. 26 Capítulo III Ensayos no destructivos 3.5.7. Prueba de estanqueidad. La prueba de estanqueidad (ASNT, 1987) se realiza mediante la detección de un medio indicador (trazador), generalmente un gas o líquido que se ha escapado de su confinamiento. El trazador puede ser un fluido añadido o, en algunos casos puede ser el fluido del mismo estanque que lo contiene. La prueba se realiza visual, auditiva o electrónicamente. De vez en cuando, los trazadores están diseñados para interactuar con materiales aplicados o presentes de forma natural fuera del recipiente, para producir evidencia altamente visible de fugas. La parte visual de una prueba de fugas típica es la que determina la presencia y localización de fugas. La tasa de fugas y su efecto sobre el flujo de fluido se puede determinar por observación visual con metros y calibres. Existen otros tipos de pruebas según Nayyar (1999), dependiendo del fluido de servicio existen seis métodos de pruebas diferentes que pueden utilizarse en la mayoría de los sitios de construcción. La prueba hidrostática que utiliza agua a presión. La prueba neumática que utiliza gas o aire a presión. Las pruebas “en servicio” que implican un seguimiento de las fugas cuando el sistema se pone en funcionamiento. Las pruebas de vacío que utiliza presión negativa para comprobar si hay fugas. Las pruebas de carga estática que normalmente se hacen para las tuberías de drenaje con agua. El método fuga trazador para la detección de fugas de gas inerte. 3.5.8. Ultrasonido. Debido a que esta tesis se basa en la utilización directa de técnica de ultrasonido, se detallará con mucho más detalle en capítulos posteriores. A continuación se comparan en las figuras N⁰2, N⁰3 y N⁰4 la utilidad e identificación de defectos de los tipos de ensayos mencionados anteriormente a modo de resumen. 27 Capítulo III Ensayos no destructivos FIG. N⁰2. Utilidad de los NDT frente a la ocurrencia de defectos. Método NDT Antes del suceso Después del suceso Prueba de estanqueidad. NA Puede ser utilizado de una manera virtual para detectar grietas de fatiga en tanques de fluido o de presión. No aplicable (NA) para la mayoría de las infraestructuras civiles, incluidos los puentes. Prueba de líquido NA Puede ser utilizado para detectar penetrante. grietas superficiales. Radiación penetrante. NA NA Electromagnetismo. NA NA Emisión acústica. Puede ser utilizado para medir NA señales de tensiones, y luego detectar la vida útil debido a la fatiga. Ultrasonido. Puede ser utilizado para medir NA señales de tensiones, y luego detectar la vida útil debido a la fatiga de manera virtual. Visual/Manual. NA Solamente grietas de tamaño largo pueden ser observadas. Termografía. NA Puede ser usado para detectar grietas superficiales. FUENTE. ALAMPALLI 2011. 28 Capítulo III Ensayos no destructivos FIG. N⁰3. Rango de detección de los NDT. Método NDT Escala (tamaño) de la grieta Prueba de estanqueidad El tamaño de la grieta puede ser Profundidad completa de la falla. detectado Modo de falla virtualmente relacionando la presión de las pérdidas de líquido. Prueba de líquido penetrante Grietas con un mínimo de 1,0 µm. Superficiales Radiación penetrante Cambios de densidad de alrededor Superficiales, interiores. de 2%. Las microondas pueden detectar grietas del orden de 0,25 µm. La tomografía computarizada puede detectar grietas de 0,1 mm. Electromagnetismo Grietas desde 0,03 mm. Superficiales, interiores. Emisión acústica Variadas. Superficiales, interiores. Ultrasonido Grietas desde 0,01 mm. Grietas desde 0,03 mm. Visual/manual Variadas. Superficiales. Termografía Variadas. Superficiales, interiores. FUENTE. ALAMPALLI 2011. 29 Capítulo III Ensayos no destructivos FIG. N⁰4. Utilidad de los métodos de ensayos no destructivos para la fatiga (aplicada a los puentes). Método NDT Tamaño de los Simplicidad equipos Prueba de Necesidades In situ de versus mantención laboratorio Costo M M B M M B B B B B Electromagnetismo M M M M M Emisión acústica A A M A A Ultrasonido A A M A A Visual/manual A A B A M Termografía M M B M B estanqueidad Radiación penetrante FUENTE. ALAMPALLI 2011. Los parámetros utilizados en la figura anterior corresponden a: A: Alta utilidad; B: Baja utilidad; M: Utilidad media; NA: No aplicable. Además se debe considerar que las necesidades de mantención incluyen pruebas continuamente. El criterio in situ versus laboratorio evalúa si el método de ensayo no destructivo puede ser utilizado fácilmente para un monitoreo de salud estructural para una investigación in situ. 30 Capítulo IV Ultrasonido Capítulo IV: Ultrasonido 31 Capítulo IV 4.1. Ultrasonido Teoría del ultrasonido Las ondas acústicas ultrasónicas, Yori (2009), son de igual naturaleza que las ondas sonoras y se diferencian de ellas, únicamente, en que las oscilaciones son tan rápidas que el oído humano no es capaz de percibirlas (frecuencias mayores a 20 Khz.). Estas ondas pueden dividirse en dos secciones, una que versa sobre las vibraciones de baja amplitud, y otra sobre las vibraciones de energía elevada. La propagación de baja amplitud no provoca cambios permanentes en el medio. En cambio, las aplicaciones de alta energía, hacen referencia a las transformaciones o estímulos provocados por las ondas en un medio determinado. Son las primeras las que se utilizan, por ejemplo, en materia de ensayos no destructivos enmarcados en programas de control de calidad, mantenimiento predictivo y diagnóstico médico. 4.1.1. Tipos de ondas ultrasónicas Las partículas de los cuerpos que poseen una estructura cristalina (átomos y moléculas están ordenados siguiendo un patrón que se repite en las tres dimensiones espaciales), como es el caso de los sólidos, pueden ser desplazadas de su posición de equilibrio, describiendo oscilaciones con trayectorias diversas en función del tipo de energía mecánica aplicada y originando las siguientes formas de ondas (Yori, 2009): Ondas longitudinales o de compresión Ondas transversales o de cizalle Ondas superficiales o de Rayleigh Ondas de placas o de Lamb. Se tienen ondas longitudinales cuando la dirección de oscilación de las partículas es paralela a la dirección de propagación de la onda. En los líquidos y gases solo es posible este tipo de ondas mecánicas. Se tienen ondas transversales cuando la dirección de oscilación de las partículas es perpendicular a la dirección de propagación de la onda ultrasónica. Esto se verifica en los materiales sólidos cuando la onda ultrasónica penetra en el material con una cierta inclinación, respecto de la 32 Capítulo IV Ultrasonido normal a la superficie. Las ondas superficiales o de Rayleigh, se propagan exclusivamente en la superficie del material siguiendo el perfil del cuerpo y disminuyendo su amplitud con la profundidad del material. Se obtienen cuando el espesor de la placa o barra es mucho mayor que la longitud de onda de la señal de excitación. Las ondas de flexión son aquellas que se propagan en una barra o placa delgada cuando se las somete en uno o varios puntos a fuerzas perpendiculares al eje de la barra, o al plano de la placa. Estas ondas son resultantes de la composición de ondas longitudinales y de ondas transversales experimentan oscilaciones a modo de serpenteo a la barra o placa. 4.1.2. Detección de discontinuidades Según Yori (2009), el principio del control ultrasónico de materiales a través de ensayos no destructivos, se basa en la capacidad de los sólidos de conducir ondas sonoras. Estas se reflejan en las interfaces debido a cambios de impedancia acústica y por lo tanto, de velocidad de propagación del sonido. Se emplean ondas longitudinales y transversales de frecuencias entre 20 Khz y 100 MHz aproximadamente, aunque se utilizan más comúnmente frecuencias entre 500 Khz y 20 MHz. Este tipo de ensayo no destructivo se extiende en general a todos aquellos ámbitos de la actividad industrial en que la calidad de los productos o la seguridad de estructuras, instalaciones o personas se encuentran involucradas. Son clásicas las aplicaciones en los campos de la metrología a través de medición de espesores en fabricación y mantenimiento, caracterización de la naturaleza y estado de los materiales como en el caso de fundiciones de todo tipo, defectología (orientada a la detección de heterogeneidades, defectos, etc.) y todas aquellas aplicaciones en que se requiera un alto grado de fiabilidad, un seguimiento de defectos críticos o una detección prematura de fallas incipientes, como consecuencia de la corrosión, fatiga mecánica, esfuerzos desmesurados, u otras. 33 Capítulo IV Ultrasonido 4.1.2.1. Método de resonancia Este método es usado para medir espesores en piezas de paredes paralelas. Utiliza ondas ultrasónicas longitudinales transmitidas en el material desde una cara en forma continua. El espécimen es excitado a distintas frecuencias a través de un oscilador variable. Cuando la correspondiente semilongitud de onda (o un múltiplo de ella), que se propaga por el material coincide con el espesor de la pieza, la onda se reforzará por superponerse en fase, generando un patrón estacionario dando lugar al fenómeno de resonancia (máximo desplazamiento de partículas). La frecuencia que determina tal longitud de onda se llama frecuencia característica fundamental o de primer orden. La resonancia en el material es indicada por el efecto de carga de energía sobre el transductor receptor ultrasónico, puesto en la cara paralela a la excitada (Yori, 2009). 4.1.2.2. Método de transmisión o de intensidad Este es el método más antiguo de excitación continua usado en el ensayo de materiales. En general, el método consiste en medir la intensidad de un haz ultrasónico en la cara posterior de una pieza que ha sido previamente iluminada. En este método se utilizan dos palpadores, uno transmisor y el otro receptor, debidamente alineados y sincronizados. El receptor recoge la emisión interpuesta en la pared frontal de la pieza, la cual es debilitada por un obstáculo interpuesto o heterogeneidad genuina. El equipo se calibra en una zona libre de heterogeneidades, la intensidad de energía recepcionada entonces, es considerada como la máxima transmisión posible, por tanto al existir una heterogeneidad en otro sector del material o en otra pieza de igual material, la intensidad de energía será menor en proporción a la superficie del obstáculo. 4.1.2.3. Método de pulso - eco Este método está basado, en el efecto de eco que un reflector (pared de fondo, heterogeneidad, etc.) produce al ser iluminado por un haz ultrasónico. El oscilador receptor recibe el eco del reflector, transformándolo en la indicación correspondiente, por lo que opera siempre por 34 Capítulo IV Ultrasonido reflexión. Existen dos metodologías de inspección que utilizan este principio, uno donde se determina el tiempo de recorrido del haz, desde que fue emitido hasta ser recepcionado, llamado tiempo de recorrido T, y otro donde además del tiempo de recorrido, se evalúa la intensidad del pulso acústico recepcionado, llamado de intensidad acústica y tiempo de recorrido IT. El funcionamiento, en resumen, de un sistema ultrasónico de pulso-eco puede resumirse de la siguiente forma: “Un pulso eléctrico excita al transductor; la onda acústica originada se propaga a través del material de prueba; en su viaje, cualquier cambio de medio será equivalente a un cambio de velocidad de la onda, lo que originará una onda reflejada que será detectada por el mismo transductor (pulso-eco), o por otro (método de transmisión). La señal recibida será amplificada y analizada”. Actualmente el método de pulso-eco es usado en la gran mayoría de los ensayos de materiales. 4.2. Palpadores Los palpadores son elementos básicos de un sistema ultrasónico. Estos se encargan de convertir la energía eléctrica en energía mecánica para luego convertir la energía mecánica en energía eléctrica nuevamente. La elección del palpador constituye un elemento clave para la detección de discontinuidades, lo cual asegura una buena inspección. Es por esto que es necesario mencionar los tipos de palpadores existentes. Actualmente se pueden clasificar en dos grandes grupos: palpadores de contacto directo y palpadores de Inmersión. 4.2.1. Palpadores de contacto directo Como su nombre lo indica, son aquellos que son utilizados directamente sobre la muestra de ensayo, mediante algún acoplante. Según la dirección de la propagación del haz ultrasónico, se dividen en dos grupos: Palpadores Normales y Palpadores Angulares. 35 Capítulo IV Ultrasonido 4.2.1.1. Palpadores Normales o Rectos Según Yori (2009), son aquellos que transmiten ondas longitudinales al material con un ángulo recto con respecto a la superficie de contacto. Se pueden categorizar por la cantidad de cristales que utiliza el transductor como: o Palpador de cristal único: emisor + receptor. o Palpador de doble cristal: emisor y receptor por separados. 4.2.1.2. Palpadores Angulares Son aquellos que propagan ondas transversales en la pieza, a partir de ondas longitudinales. La transformación de las ondas de longitudinal a transversal se sustenta en los principios físicos de refracción (Yori, 2009). El mínimo ángulo de refracción es de 35⁰, mientras que el ángulo superior se considera de 80⁰, por lo que en ángulos superiores a este aparecen ondas superficiales. Los palpadores comerciales están diseñados normalmente para acero, por lo cual, para el examen de otros materiales, estos ángulos no son válidos y deben ser corregidos en función de sus propias velocidades de propagación. Los palpadores angulares más corrientes, refiriéndose siempre al acero, se construyen para ángulos de entrada de 35⁰, 45⁰, 60⁰, 70⁰ y 80⁰. 4.2.2. Palpadores de inmersión Estos palpadores poseen una estructura similar a los de contacto con la salvedad de la suela protectora. Se advierten dos ventajas en comparación con los de contacto (Yori, 2009): Acople uniforme que reduce la variación de sensibilidad. Los transductores de inmersión focalizados aumentan la sensibilidad para pequeños reflectores. 36 Capítulo IV Ultrasonido Se dividen en dos tipos: a) Planos b) Focalizados esféricos y focalizados cilíndricos Los transductores planos son usados generalmente en medición de espesores de materiales, los focalizados esféricos, normalmente son utilizados para proporcionar gran sensibilidad para pequeños defectos. La inspección se realiza a una distancia determinada en función de la distancia focal, para inspeccionar otros sectores se mueve el transductor cambiando a través de este artificio la focalización. Una de las desventajas de estos palpadores consiste en que necesariamente la pieza a inspeccionar y el palpador deben estar sumergidos, o por lo menos el sector de la pieza que se desee inspeccionar. Esto limita la aplicación a piezas de pequeño tamaño y además portátiles. 4.3. Requisitos para la creación de procedimientos para inspección Para poder realizar una inspección por ultrasonido y generar resultados correctos es necesario ceñirse a ciertas normas y códigos. El código ASME (2000) en su Artículo nº5 describe los requisitos para la selección y desarrollo de procedimientos de examen ultrasónico y determinación de espesores. Para los requisitos de los procedimientos escritos, el código ASME pide que cierta información se incluya de forma mínima. A continuación se expone la información aplicable al ensayo ejecutado extraído del código. a) Tipo de material a examinar, incluyendo forma y espesor del producto (fundición, forja, placa, etc). b) La superficie o superficies desde la cual se efectuará el examen. c) Condición superficial. d) Acoplante, nombre comercial o tipo. e) Técnica (haz recto, haz angular, contacto y/o inmersión). f) Ángulos y modo(s) de propagación de la onda en el material. g) Tipo de palpador, frecuencia(s) y tamaño de éste. 37 Capítulo IV Ultrasonido h) Tipo de instrumento ultrasónico. i) Descripción de los bloques y técnicas de calibración. j) Dirección y extensión del barrido. k) Datos que serán registrados y métodos de registro (manual o mecánico). l) Limpieza posterior al examen. 38 Capítulo V Aplicación a inspección estructural Capítulo V: Aplicación a inspección estructural 39 Capítulo V 5.1. Aplicación a inspección estructural Antecedentes Parte del objetivo de este estudio es generar una metodología de inspección estructural preventiva en base a mediciones no destructivas con ultrasonido aplicando conceptos de la mecánica de fractura. Esto es aplicable luego de verificar la efectividad del ensayo no destructivo. A continuación de detalla un procedimiento teórico para generar dicha metodología. 5.2. Determinación de la tenacidad a la fractura Como se mencionó en el capítulo 2.2.2., la tenacidad a la fractura, y por ende el tamaño crítico de fisura, depende directamente de la geometría del elemento. Es decir, a distintos espesores se generan tamaños críticos de fisura diferentes. En base a lo anterior se escogen espesores del alma y ala de una viga tipo IN los cuales se ensayan para obtener la tenacidad a la fractura. Estos espesores son obtenidos del “Manual de diseño CINTAC”, lo cuales corresponden a espesores típicos comerciales utilizados en diseño estructural en acero. Estos espesores se muestran en la tabla N⁰1 y en la figura N⁰5. Luego a cada valor de tenacidad a la fractura le corresponde un valor de tamaño crítico de fisura el cual es una longitud máxima de fisura al cual una vez sobrepasada ésta se inestabiliza y comienza a crecer. Luego se deben realizar 14 probetas con estos 14 espesores diferentes y se deben ensayar a tensión constante. Luego se obtendrían los 14 tamaños críticos de fisura. Los ensayos para la determinación de la tenacidad, según Pérez I. (2004), se basan en un ensayo normalizado. La norma que regulariza estos ensayos y las probetas es la ASTM E 399 (1987). En la figura N⁰6 se muestran las probetas más usuales utilizadas para determinar la tenacidad a la fractura. 40 Capítulo V Aplicación a inspección estructural Tabla N⁰1. Tamaño crítico de fisura correspondiente a cada espesor de probeta. Espesor Tamaño crítico [mm] de fisura 14 12 10 t 8 6 5 4 32 28 25 e 22 18 16 12 FUENTE: Elaboración propia. FIG. N⁰5. Diagrama de los espesores a considerar en los ensayos de tenacidad a la fractura. FUENTE: Elaboración propia. 41 Capítulo V Aplicación a inspección estructural FIG. N⁰6. Probetas para determinar la tenacidad a la fractura. FUENTE: Pérez I. (2004). 5.3. Determinación de la peligrosidad del defecto Una vez obtenidos los tamaños críticos de fisura solo se debe proceder a realizar los ensayos de ultrasonido para obtener la longitud de fisura de los defectos encontrados. Esto lleva a al caso en que se encuentren dos defectos muy próximos. Estos al permanecer próximos uno del otro interactúan como uno solo, lo cual hace que esta longitud cambie a una longitud equivalente. El American Petroleum Institute (API) nos ofrece en la norma número 1104 una forma de calcular esta longitud equivalente. En la figura N⁰7 se muestra la forma de calcular esta imperfección equivalente para cinco casos diferentes. Una vez obtenida la longitud final de la discontinuidad se compara con el tamaño crítico de fisura calculado para cada espesor mostrado. Para tomar una correcta decisión en el actuar una vez obtenida la información es necesario considerar, por lo menos, los siguientes puntos: 42 Capítulo V Aplicación a inspección estructural a) Importancia del elemento inspeccionado. b) Proximidad de la longitud del defecto inspeccionado al tamaño crítico de fisura. c) Estado de carga sobre el elemento inspeccionado. d) Acceso a la inspección y reparación Pérez I. (2004) nos muestra un diagrama de niveles de evaluación frente a la toma de decisiones en cuanto a la peligrosidad del defecto encontrado. Este diagrama se muestra en la figura N⁰8. Aquí se muestra que entre más importancia presente el defecto, mayor es el nivel de análisis que se debe considerar. Esto se debe, por ejemplo, a que el elemento estructural a inspeccionar es de nivel primario o especial. O que el elemento es altamente solicitado a cargas cíclicas, por lo que no actuar en un lapso coherente produciría que la longitud de fisura sobrepase el tamaño crítico rápidamente haciendo que se propague. Luego se debe proceder a mitigar el daño de estos defectos, si fuere necesario. Para esto existen diversas formas, sin embargo escapan a contenido del presente estudio. Cabe mencionar que esta metodología se recomienda para un nivel de análisis 1. Niveles superiores implican técnicas más sensibles y refinadas, además de realizar un estudio completo al comportamiento de la estructura inspeccionada. 43 Capítulo V Aplicación a inspección estructural FIG. N⁰7. Criterio para evaluación de interacción de defectos. FUENTE: American Petroleum Institute (API) 1104 (1999). 44 Capítulo V Aplicación a inspección estructural FIG. N⁰8. Niveles de análisis en inspección estructural. FUENTE: Pérez I. (2004). 45 Capítulo VI Diseño metodológico Capítulo VI: Diseño metodológico 46 Capítulo VI 6.1. Diseño metodológico Equipos utilizados 6.1.1. Máquinas prefisuradoras en tres puntos 6.1.1.1. Máquina prefisuradora 1997 GMF LPM a. Tipo: Desplazamiento constante b. Frecuencia: 20 – 50 [Hz] c. Carga máxima: 50 [kN] d. Excentricidad: 0 – 1 [mm] FIG. N⁰9. Máquina prefisuradora 1997 GMF LPM. FUENTE: Elaboración propia. 47 Capítulo VI Diseño metodológico 6.1.1.2. Máquina prefisuradora 2009 GMF LPM e. Tipo: Desplazamiento constante f. 20 – 60 [Hz] Frecuencia: g. Carga máxima: 20 [kN] h. Excentricidad: 0 – 0,5 [mm] FIG. N⁰10. Máquina prefisuradora 2009 GMF LPM. FUENTE: Elaboración propia. 6.1.2. Equipo para inspección por ultrasonido El equipo utilizado para la inspección por ultrasonido es el TUD310 fabricado por Time Group Inc. Este es un detector de fallas no destructivo de tipo industrial y portátil. Las especificaciones técnicas y características del equipo se exponen en el anexo N⁰1. 48 Capítulo VI Diseño metodológico FIG. N⁰11. Detector de Fallas por Ultrasonido modelo TUD310. FUENTE: Time High Technology (2007). 6.1.2.1. Calibración del equipo Para verificar que el equipo funcione adecuadamente y para que los resultados de los ensayos puedan ser comparables, es necesario calibrar éste antes de cualquier inspección. Para ejecutar esta operación se dispone del bloque de calibración del tipo V1 del I.I.W. (International Institute of Welding) mostrado en la figura N⁰12. 49 Capítulo VI Diseño metodológico FIG. N⁰12. Bloque de referencia I.I.W. V1. FUENTE: YORI (2009). La forma de calibración está dada por las Instrucciones de Operación del equipo utilizado, tanto para palpadores rectos como palpadores angulares, ambos utilizados en los ensayos. A continuación se muestra un resumen de las metodologías de calibración considerando la velocidad sónica del material como desconocida. 50 Capítulo VI Diseño metodológico Calibración de palpador recto: Se ingresa un valor estimado de la velocidad sónica del material. Se configura el equipo a compuerta doble (Multi Gate). Se acopla el palpador al bloque de referencia. Se mueve el inicio de la Compuerta A hasta cruzarla con el eco primario. Luego se mueve el inicio de la compuerta B hasta cruzarlo con el eco secundario. Se ajusta la velocidad sónica hasta que la distancia mostrada en la línea de estado sea el espesor del objeto medido. Se configura la compuerta nuevamente a Single Gate. Finalmente se debe configurar “P-Delay” –indicador fiel del campo cercano del palpadorhasta que la distancia mostrada sea la distancia correcta, en este caso el espesor del bloque de referencia. 6.1.2.2. Parámetros calibrados El valor de los parámetros calibrados el día de la inspección son los señalados en la tabla 2. Tabla N⁰2. Parámetros calibrados utilizados según cada palpador. Tipo de Palpador Descripción Velocidad del P-Delay (µs) X-Value (mm) material (m/s) Recto 2,5MHz Ø20 5935 0,275 - Angular 5MHz 70 3254 5,688 11,66 Angular 2MHz 60 3254 5,688 11,80 Angular 2MHz 45 3254 5,688 12,12 FUENTE: Elaboración propia. 6.1.2.3. Interpretación de los reportes del equipo Para entender los reportes de resultados entregados por el equipo TUD310 en necesario definir 51 Capítulo VI Diseño metodológico los siguientes parámetros expuestos en la figura N⁰13 y que son propios de este equipo. En base a estos parámetros es posible obtener los resultados en las inspecciones ultrasónicas. Estos parámetros son: S: Camino sónico. d: Profundidad del defecto. t: Espesor de la pieza. x: Distancia desde el punto de entrada del pulso sónico a la pieza hasta el borde frontal del palpador. p: Distancia horizontal entre el defecto y el borde frontal del palpador. FIG. N⁰13. Parámetros entregados por el equipo TUD310. FUENTE: Elaboración propia. 52 Capítulo VI Diseño metodológico 6.1.2.4. Palpadores Los palpadores usados para la inspección fueron de contacto directo; un palpador recto y tres del tipo angular. En la siguiente tabla de muestran los detalles de los palpadores usados. Tabla N⁰3. Tipos de palpadores usados. Tipo de Palpador Descripción Recto 2,5MHz Ø20 Angular 5MHz 70 Angular 2MHz 60 Angular 2MHz 45 Fuente: Elaboración propia. 6.2. Procedimiento de inspección por ultrasonido Considerando los puntos mencionados anteriormente se procede a crear el procedimiento de inspección para nuestro ensayo, tomando en cuenta el código ASME y según aspectos aconsejados por Perera (s.f.). Cabe mencionar que este procedimiento no es genérico. Es solo aplicable a este ensayo en particular, puesto que cada inspección debe tener su propio procedimiento. a) Se debe calibrar el equipo conforme a lo estipulado en la sección 6.1.2.1. de este texto. b) La ejecución de la inspección debe tener ciertos parámetros previos los cuales se deben definir con antelación. A continuación se detallan éstos. a. Área de barrido: Corresponde al área de medición donde se espera que se obtengan lecturas de las discontinuidades originadas por el ensayo. En nuestro caso se inspecciona el área central de las caras superior y lateral de las probetas, conforme donde se espera que se produzcan las heterogeneidades. b. Velocidad de barrido: Deberá ajustarse a lo requerido para localizar las características de la discontinuidad. No obstante, la velocidad de barrido no debe ser mayor que 6 pulg/seg (152.4 mm/seg). 53 Capítulo VI Diseño metodológico c. Tolerancia de aceptación: Cualquier discontinuidad que muestre una amplitud de señal sobre el 20% es investigada y evaluada en cuanto a forma, identidad y localización. c) Una vez localizadas las discontinuidades, se debe tomar constancia de ello. A continuación se muestran los indicadores a registrar en los ensayos según sea necesario. a. Medición de espesores. b. Pérdidas de reflexión del haz recto en la pared posterior. c. Indicadores de las discontinuidades. i. Máxima amplitud expresada en porcentaje con respecto a la curva DAC. ii. La profundidad de la discontinuidad a partir de la superficie de barrido. iii. Localización referencial de la discontinuidad en un croquis de la pieza. iv. Orientación de la discontinuidad. v. Longuitud de la discontinuidad. vi. Tipo de discontinuidad –lineal, puntual, aislada o agrupada-. d) Finalmente se prepara el informe de resultados, el cual debe contener lo siguiente. a. Fechas de inspección. b. Información general del instrumento utilizado. c. Nombre de la instalación donde se ejecutó la inspección. d. Características físicas y geométricas del material ensayado. e. Condición superficial del material ensayado. f. Características del acoplante. g. Métodos de inspección. h. Tipo de palpadores utilizados. 54 Capítulo VII Ensayos y resultados Capítulo VII: Ensayos y resultados 55 Capítulo VII 7.1. Ensayos y resultados Inspección previa Antes de ser sometidas a cualquier ensayo, las probetas fueron inspeccionadas previamente para ver si éstas poseían alguna discontinuidad no deseada. En caso de existir dichos defectos éstas serían rechazadas para su utilización en los ensayos y posterior inspección ultrasónica. Luego de ser inspeccionadas con diferentes palpadores, para las dimensiones de interés, se detectó que no poseían defectos que pueda afectar los resultados de los ensayos, y por ende el estudio presentado. Los reportes de las inspecciones previas se presentan en los anexos N⁰2, N⁰3 y N⁰4. 7.2. Preparación de las muestras Para la realización de los ensayos fueron consideradas seis probetas, donde se consideraron 6 tamaños diferentes de fisura según se muestra en la tabla N⁰4, en concordancia con la figura N⁰14. Cabe destacar que debiera considerarse como longitud de fisura la dimensión “a” consistente en la suma entre la entalla y la prefisura generada. Tabla N⁰4. Dimensiones de las fisuras y entallas según las probetas. a/w a “c” exacto c (aproximado) 0.3 12.9 11.4 11.5 0.4 17.2 15.7 15.5 0.5 21.5 20 20 0.6 25.8 24.3 24.5 0.7 30.1 28.6 28.5 0.8 34.4 32.9 33 FUENTE: Elaboración propia. 56 Capítulo VII Ensayos y resultados FIG. N⁰14. Dimensiones internas en las probetas. FUENTE: Elaboración propia. Se contó originalmente con probetas de tamaño irregular, de aproximadamente 100x45x20 [mm] donde se habían sido rectificadas sólo las caras de 100x45 [mm]. Estas rectificaciones se hicieron en una maestranza, siendo que en las otras caras se presentaron irregularidades. En la figura N⁰15 se aprecian las probetas en su estado inicial. 57 Capítulo VII Ensayos y resultados FIG. N⁰15. Estado inicial de las probetas utilizadas. Fuente: Elaboración propia. Se desea obtener probetas donde las caras de 100x20 [mm] también se encuentran rectificadas, debido a que estas caras son apoyadas en la máquina de ensayo y el contacto debe ser óptimo, sin que se presenten excentricidades. Es debido a que esto que las caras antes mencionadas se maquinan en una fresadora hasta que se encuentren rectificadas, por ambos lados de la probeta como se muestra en la figura N⁰16. 58 Capítulo VII Ensayos y resultados FIG. N⁰16. Rectificación de las caras superiores e inferiores de las probetas. Fuente: Elaboración propia. Una vez obtenidas las probetas rectificadas se procede a efectuar las entallas en cada una de las 6 probetas. El tamaño “c” de estas entallas depende de las razones “a/w” mencionadas en la tabla N⁰4. Es necesario destacar que la longitud de la entalla se aproxima de forma que sea más fácil materializarla por medio de la fresadora y finalmente utilizándose la longitud “c aproximada” mencionada en la tabla N⁰4. Finalmente se procede a lijar las probetas al final de la entalla hasta dejarla con terminación espejo. Esto se hace con tal de percibir con claridad la longitud de la prefisura permitiendo detener el ensayo. En la figura N⁰17 se puede apreciar algunas de las probetas ya terminadas y listas para ser ensayadas. 59 Capítulo VII Ensayos y resultados FIG. N⁰17. Probetas terminadas para ser ensayadas. Fuente: Elaboración propia. 7.3. Metodología de ensayo 7.3.1. Prefisuración por fatiga Una vez preparadas todas las probetas según lo estipulado en el punto anterior, se procede a prefisurarlas. Este procedimiento se realiza en las máquinas de prefisura mencionadas en el punto 6.1.1., donde se ensayan a desplazamiento constante hasta lograr una fisura por fatiga propagada desde la entalla hasta aproximadamente 1.5 [mm]. En condiciones ideales, la longitud de la prefisura sería igual en ambos lados de la probeta, sin embargo debido a las distintas variables involucradas tales como las condiciones de pulido, los micro-defectos superficiales generados por la realización de la entalladura, de la rectificación de las caras, la forma de apoyo en la prefisuradora entre otros, la longitud de la prefisura no es igual en ambas caras. Es por esto que se considera el promedio de ambas longitudes para la condición de 1.5 [mm]. Dependiendo de las características del material, las dimensiones geométricas de las probetas, la distancia entre los apoyos de la probeta en la prefisuradora y la longitud de fisura proyectada se estipula 60 Capítulo VII Ensayos y resultados un desplazamiento con el cual se debe ensayar la probeta en las máquinas. Mediante un software incorporado en el aparato de ensayo (figura N⁰18) se calculan dichos desplazamientos. Éstos se presentan en la tabla N⁰5. FIG. N⁰18. Software utilizado para calcular los desplazamientos y cargas máximas. Fuente: Elaboración propia. Ya que los desplazamientos calculados resultan demasiado bajos lo que implica que la duración del ensayo sería demasiado alto, se escogió desplazamientos mayores, los cuales se muestran en la tabla N⁰6. Otro de los factores a considerar es la carga máxima a fatiga necesaria para generar dicha fisura en las probetas. Debido a que los equipos están limitados superiormente a esta carga máxima, las probetas fueron ensayadas en una u otra máquina de ensayo. Estas cargas son entregadas por el software y se indican en la tabla N⁰5. 61 Capítulo VII Ensayos y resultados Tabla N⁰5. Cargas y desplazamientos máximos entregados. a/w Longuitud de fisura Carga máxima a fatiga Desplazamiento [mm] [N] máximo [mm] 0,3 11.5 42951,6 0,0819 0,4 15.5 31556,3 0,0802 0,5 20 21914,1 0,0801 0,6 24.5 14025,0 0,0807 0,7 28.5 7889,1 0,0818 0,8 33 3506,3 0,0834 FUENTE: Elaboración propia. En base a los resultados de las cargas máximas entregadas se ensayaron 3 probetas en cada prefisuradora, lo cual se resume en la tabla N⁰7. Posteriormente se procede a ensayar de a 3 probetas en cada prefisuradora, considerando la carga máxima que puede aplicarse en cada una de estas. Luego se expone en la tabla N⁰6 el resumen de los ensayos y en la figura N⁰19 se presenta la forma de ensayo. Tabla N⁰6. Resumen de los ensayos de prefisuración. Probeta Distancia entre Desplazamiento Frecuencia Tiempo de prefisura “a/w” apoyos [mm] [mm] [Hz] [horas:min] 0,3 90 0,3 25 8:27 0,4 90 0,3 25 3:30 0,5 90 0,3 25 1:49 0,6 90 0,2 50 7:25 0,7 90 0,2 50 3:35 0,8 90 0,2 40 2:21 FUENTE: Elaboración propia. 62 Capítulo VII Ensayos y resultados Tabla N⁰7. Prefisuradora utilizada para cada probeta. Probeta Prefisuradora “a/w” 0,3 Máquina prefisuradora 1997 0,4 Máquina prefisuradora 1997 0,5 Máquina prefisuradora 1997 0,6 Máquina prefisuradora 2009 0,7 Máquina prefisuradora 2009 0,8 Máquina prefisuradora 2009 FUENTE: Elaboración propia. FIG. N⁰19. Forma de ensayo de prefisuración. FUENTE: Elaboración propia. 63 Capítulo VII Ensayos y resultados 7.3.2. Medición externa de las prefisuras por fatiga Una vez ensayadas las 6 probetas se obtiene el registro de la longitud de las prefisuras generadas. Esto se realiza para comparar con el ensayo de heat tinting y verificar las longitudes. Cabe recordar que se aspira una longitud de prefisura de aproximadamente 1.5 [mm]. Estas mediciones se ejecutan con un microscopio óptico calibrado para medir distancias y se efectúa en ambas caras de las probetas. Luego se adopta la longitud de prefisura como el promedio entre la longitud en ambas caras. Se presenta en la tabla N⁰8 los resultados de las mediciones y en las figuras N⁰20, N⁰21, N⁰22, N⁰23, N⁰24 y N⁰25 se muestran las prefisuras generadas. Además se midieron las longitudes de entalla y se verificaron las relaciones de las probetas para dar validez a los cálculos de los desplazamientos y cargas máximas. Luego se verifica que las relaciones se cumplan con un 4,32% de error máximo y un 2,4% promedio. Esto se muestra en la tabla N⁰9. Tabla N⁰8. Longitud de las prefisuras medidas con microscopio. Probeta Lado 1 [mm] Lado 2 [mm] Longitud promedio [mm] 0,3 1,06 1,36 1,21 0,4 2,14 1,16 1,65 0,5 1,4 1,28 1,34 0,6 1,74 1,94 1,84 0,7 1,64 0,96 1,30 0,8 1,46 1,54 1,50 FUENTE: Elaboración propia. 64 Capítulo VII Ensayos y resultados Tabla N⁰9. Corroboración de las razones de las probetas. Probeta Longitud de Longitud de Longitud de a/w Error a/w entalla [mm] prefisura [mm] fisura [mm] real [%] 0,3 12,1 1,21 13,31 0,31 3,18 0,4 16 1,65 17,65 0,41 2,62 0,5 20,1 1,34 21,44 0,50 0,28 0,6 23,6 1,84 25,44 0,59 1,40 0,7 27,5 1,30 28,80 0,67 4,32 0,8 32 1,50 33,50 0,78 2,62 FUENTE: Elaboración propia. 65 Capítulo VII Ensayos y resultados FIG N⁰20. Prefisura en probeta a/w=0,3. FUENTE: Elaboración propia. 66 Capítulo VII Ensayos y resultados FIG N⁰21. Prefisura en probeta a/w=0,4. FUENTE: Elaboración propia. 67 Capítulo VII Ensayos y resultados FIG N⁰22. Prefisura en probeta a/w=0,5. FUENTE: Elaboración propia. 68 Capítulo VII Ensayos y resultados FIG N⁰23. Prefisura en probeta a/w=0,6. FUENTE: Elaboración propia. 69 Capítulo VII Ensayos y resultados FIG N⁰24. Prefisura en probeta a/w=0,7. FUENTE: Elaboración propia. 70 Capítulo VII Ensayos y resultados FIG N⁰25. Prefisura en probeta a/w=0,8. FUENTE: Elaboración propia. 71 Capítulo VII Ensayos y resultados 7.3.3. Ensayo de tintado Una vez culminados los ensayos de prefisura se procede a ejecutar el ensayo de tintado. En esta etapa se utiliza el heat tinting para producir una película de óxido en todo el exterior de las probetas. Debido a que las prefisuras ya han ocurrido se producirá de igual forma una película de corrosión por calor, lo cual mostrará con exactitud la evolución interna de éstas al momento de realizarse el ensayo destructivo. El ensayo se realiza en un horno de laboratorio. Éste se llevó hasta una temperatura de 300⁰C. Una vez alcanzada dicha temperatura se colocaron las 6 probetas, dejándolas en el lugar por 10 minutos. Al cabo de ese lapso se verificó que éstas posean un color violeta azulado y se retiraron del horno hasta enfriarlas. 7.3.4. Medición de las fisuras con ultrasonido Antes de realizar el ensayo destructivo es menester ejecutar el ensayo no destructivo, en nuestro caso el de ultrasonido. El procedimiento de inspección se detalló en el punto 6.2. junto con los rangos de trabajo. Los parámetros de calibración se detallaron en el punto 6.1.2.2. para todos lo palpadores usados. Como ya se conocía a priori la ubicación del defecto buscado, la prefisura generada, sólo quedaba por encontrar la longitud de la discontinuidad. Para esto se midió en la cara superior de las probetas, donde se entregaban datos de la diferencia de la longitud de prefisura y la altura de la probeta. Finalmente se obtienes los siguienten resultados mostrados en la tabla N⁰10. En los anexos N⁰5, N⁰6, N⁰7, N⁰8, N⁰9 y N⁰10 se muestran los reportes de inspección de los ensayos no destructivos. 72 Capítulo VII Ensayos y resultados Tabla N⁰10. Longitud de fisura medida a través de ultrasonido. Probeta Palpador Profundidad de Longitud de fisura [a/w] utilizado discontinuidad [mm] [mm] 0,3 2MHz45⁰ 30,2 12,8 0,4 2MHz45⁰ 25,5 17,5 0,5 2MHz45⁰ 21 22 0,6 2MHz45⁰ 16,9 26,1 0,7 2MHz45⁰ 13,4 29,6 0,8 5MHz70⁰ 9,1 33,9 FUENTE: Elaboración propia. 7.3.5. Medición de las fisuras mediante ensayo destructivo Para generar la comparación, se ejecuta el ensayo destructivo el cual otorga resultados reales. Para el presente caso se generó la ruptura de las probetas y posteriormente fueron medidas las longitudes de fisura. A continuación se detalla el procedimiento adoptado durante el ensayo destructivo. Con tal de efectuar las mediciones de las longitudes de fisura en forma precisa, es necesario romper las probetas a través de la prefisura generada en el laboratorio. Debido a la ductilidad del material utilizado (acero SAE1020) fue necesario emplear nitrógeno líquido para llevar a fase frágil las probetas. Se llenó un recipiente con éste y se sumergió las probetas hasta inducirlas a una temperatura de -195⁰C, aproximadamente. Luego a esta temperatura se asegura el cambio de fase dúctil-frágil. Una vez obtenida dicha temperatura, se rompen las probetas mediante una gata hidráulica. Se ensaya mediante un apoyo en tres puntos, situando dos apoyos en los extremos de las probetas y el otro en la parte media superior, sobre la misma línea en que se encuentra la prefisura. Luego se hace descender el apoyo superior hasta romper las probetas. En la figura N⁰26 se muestran las probetas una vez ensayadas. Luego de fracturar las probetas, y debido al ensayo previo de heat tinting, se puede apreciar con claridad la evolución de la prefisura generada. Para medir esta última se procede a escanear las 73 Capítulo VII Ensayos y resultados probetas. Posteriormente se determina la longitud de fisura como un promedio ponderado entre siete mediciones interiores y el promedio de las dos exteriores. Este promedio ponderado es la longitud de fisura. En las figuras N⁰27, N⁰28, N⁰29, N⁰30, N⁰31 y N⁰32 se aprecian los cortes en cada probeta y en la tabla N⁰11 se resumen las mediciones realizadas en cada una. Cabe destacar que las mediciones número 1 y 9 son las mediciones en las caras exteriores, y de las 2 a la 8 son mediciones interiores. FIG N⁰26. Desarrollo de fisuras en las probetas ensayadas. FUENTE: Elaboración propia. FIG N⁰27. Desarrollo de fisura en probeta a/w = 0,3. Corte transversal. FUENTE: Elaboración propia. 74 Capítulo VII Ensayos y resultados FIG N⁰28. Desarrollo de fisura en probeta a/w = 0,4. Corte transversal. FUENTE: Elaboración propia. FIG N⁰29. Desarrollo de fisura en probeta a/w = 0,5. Corte transversal. FUENTE: Elaboración propia. 75 Capítulo VII Ensayos y resultados FIG N⁰30. Desarrollo de fisura en probeta a/w = 0,6. Corte transversal. FUENTE: Elaboración propia. FIG N⁰31. Desarrollo de fisura en probeta a/w = 0,7. Corte transversal. FUENTE: Elaboración propia. 76 Capítulo VII Ensayos y resultados FIG N⁰32. Desarrollo de fisura en probeta a/w = 0,8. Corte transversal. FUENTE: Elaboración propia. Tabla N⁰11. Longitud de fisura medida luego del ensayo destructivo. Probeta Longitud de fisura medida [mm] 1 2 3 4 5 0,3 13,20 13,76 13,94 14,09 14,07 0,4 17,12 17,84 18,15 18,38 18,55 0,5 21,42 21,90 22,14 22,21 22,23 0,6 25,46 26,06 26,24 26,25 26,33 0,7 28,06 29,32 29,58 29,73 29,92 0,8 33,47 34,00 34,09 34,14 34,09 77 Capítulo VII Ensayos y resultados Tabla N⁰11. Longitud de fisura medida luego del ensayo destructivo (continuación). Probeta Longitud de fisura medida [mm] Longitud de 6 7 8 9 fisura final [mm] 0,3 14,09 13,99 13,92 13,26 13,89 0,4 18,67 18,69 18,58 18,00 18,30 0,5 22,25 22,14 22,06 21,53 22,05 0,6 26,37 26,27 26,03 25,55 26,13 0,7 29,95 29,99 29,92 29,39 29,64 0,8 34,06 34,19 34,14 33,59 34,03 FUENTE: Elaboración propia. 7.4. Comparación de resultados En la tabla N⁰12 se muestra la comparación entre ambos ensayos de la longitud de fisura medida con ultrasonido y con ensayos destructivos. Tabla N⁰12. Longitud de fisura medida luego del ensayo destructivo. Probeta Longitud de fisura [mm] Porcentaje de Ensayo destructivo Ultrasonido error [%] 0,3 13,89 12,8 7,82 0,4 18,30 17,5 4,38 0,5 22,05 22 0,24 0,6 26,13 26,1 0,11 0,7 29,64 29,6 0,13 0,8 34,04 33,9 0,38 FUENTE: Elaboración propia. 78 Capítulo VIII Discusión de resultados Capítulo VIII: Discusión de resultados 79 Capítulo VIII Discusión de resultados Una vez finalizada la fase experimental, el análisis de resultados debe incluir posibles errores que se puedan cometer debido a la naturaleza de los ensayos realizados: los ensayos de prefisuración, el ensayo de heat tinting y el de ultrasonido. El ensayo de prefisura se ejecutó bajo supervisión profesional y arrojó los resultados esperados, por lo que no se esperan errores de consideración. En el segundo de estos ensayos (heat tinting), se aplicó correctamente tanto la metodología como el procesamiento de los datos obtenidos por mediciones directas, logrando resultados aceptables. Finalmente, el ensayo de ultrasonido es el único que daba espacio para discusión. En la tabla N⁰11 de este estudio se presentan los resultados de las comparaciones entre ambos ensayos. Se observa que el mayor error obtenido corresponde a un 7,87% mientras que el menor es de 0,11%. Además, el error promedio resulta de un 2,18%, donde en tres de estas muestras se obtuvo un error bajo 0,4%. Por otro lado, la desviación estándar es de un 3,23%, lo cual muestra gran dispersión de resultados. Ahora, si se omitiera el error de 7,82% se obtendría un error promedio de 1,05%, menos que la mitad si se consideran todos los datos. Además se tendría una dispersión de datos de 1,87% lo cual resulta mucho más bajo. Estas cifras se reducirían muchísimo más si sólo consideráramos los valores de error de las últimas tres probetas. Esto muestra que las dos primeras lecturas, en especial la primera, tienen un fuerte impacto en los resultados. Debido a que el instrumento estaba calibrado correctamente, es improbable que éste presente un desperfecto que afecte las mediciones. Por otro lado un 7.82% de error es considerable, aunque éste se haya mostrado solo en una probeta. En general, se puede decir que en la gran mayoría de las probetas las inspecciones por ultrasonido se realizaron en forma correcta, y que el error cometido, probablemente, sea producto de un error humano más que del equipo. De todas formas, según lo expuesto en las especificaciones técnicas del equipo disponibles en el Anexo 1, el error máximo que el equipo debiera inducir en las lecturas es de un 3%, por lo que en promedio se está bajo lo tolerable. Otra de las posibles razones frente a este error del 7,87% es el rango de inspección. Según se muestran en las especificaciones técnicas del equipo, el rango de inspección de este equipo es de 2.5 – 9999 [mm]. Como se muestra en la tabla N⁰10 se aprecia que las profundidades se encuentran entre 9,1 a 30,2 [mm]. Éstas se encuentran dentro del rango de inspección que tolera el equipo utilizado, pero se debe notar que los mayores errores en las lecturas se producen en las mayores profundidades. Bajo los 21 [mm] el error de inspección baja a menos del 0.4%, mientras que a medida que aumenta la 80 Capítulo VIII Discusión de resultados profundidad, aumenta el error. Esto también puede ser motivo del error de lectura cometido. Por otra parte, el tamaño de las fisuras es particularmente grande si se comparan con el tamaño de las que normalmente se inspeccionarían. Por un lado mejora potencialmente la localización de éstas en el material, pero también dificulta las lecturas. Esto se intensifica frente al hecho que la geometría de las probetas inspeccionadas dificultaba de igual manera las mediciones realizadas. 81 Capítulo IX Conclusiones Capítulo IX: Conclusiones 82 Capítulo IX 9.1. Conclusiones Comentarios El presente estudio tenía dentro de sus principales objetivos verificar la efectividad del método de inspección por ultrasonido. Si bien es cierto que en un principio se presentaron diversos inconvenientes, tanto con las probetas como con el método de ensayo, finalmente se logró adecuar éstas. Se respetaron las condiciones para que las probetas fueran ensayadas en forma correcta, a pesar de que las muestras iniciales no fueran las adecuadas. Se pudo rectificar cada una de ellas y se realizaron las entallas sin mayor problema en la UNCOMA. Finalmente, y en un lapso de 2 días, se dejaron en condiciones apropiadas para realizar los ensayos sin que éstas agregaran incertidumbre errores en las mediciones. La aplicación para inspección estructural se planteó de forma que sea fácil poder entender y recrear en un futuro, aplicado a un nivel de inspección inicial. 9.2. Conclusiones a) Se puede concluir que el ensayo de ultrasonido (para equipos con una sensibilidad igual o mayor al utilizado) es óptimo para detección de defectos a cuanto a longitud, posición y orientación. Habiendo errores en promedio de 2,18% con una desviación 3,23%, dicha desviación se debe a que se ha considerado un valor de error máximo que se encuentra en entorno al 7,87%. Sin embargo, estos valores tienen correspondencia con los valores del método destructivo directo. b) Los datos obtenidos mediante los métodos destructivos son fidedignos, y representan de muy buena manera los resultados esperados. c) El sistema de inspección estructural sugerido también cumple con lo propuesto. Abarca la gran mayoría de los espesores para perfiles comerciales usados en el ámbito del cálculo estructural con acero, pero limitado a la calidad de éste. Esta metodología muestra un nuevo punto de vista desde la ingeniería mecánica, aunque su aplicabilidad sea totalmente aceptable a la especialidad de obras civiles, donde se necesitan sistemas de inspección estructural de bajo costo, donde no se ejecutaron ensayos por un problema de recursos, puesto que realizar los primeros ensayos representó un costo muy alto en comparación a los recursos disponibles. 83 Capítulo X Recomendaciones Capítulo X: Recomendaciones 84 Capítulo X Recomendaciones Una probable línea de investigación interesante consistiría en realizar los ensayos de tenacidad a la fractura, incluyendo distintas calidades de acero estructural. Además, resulta siempre pertinente diseñar un software que permita automatizar esto hasta un punto de transformarlo en un sistema de monitoreo estructural. Debido al tipo de probetas y a los tipos de palpadores se limitó el tipo de ensayo a un cierto número de casos, descartando desde un principio otros tipos de ensayos lo cuales se podrían hacer en nuestra universidad. Dentro de estos se encuentran, por ejemplo, ensayos a tracción o a flexión rotativa, los cuales poseen el inconveniente de que la medición sea compleja debido a la superficie convexa. Esto se podría solucionar de dos formas: comprando un adaptador para mediciones es este tipo de superficies o simplemente haciéndolos con cuarzo. Una vez solucionado dicho problema se podría aplicar a perfiles tipo tubo para vizualizar defectos en elementos estructurales con este tipo de geometría. 85 Bibliografía Bibliografía AMERICAN PETROLEUM INSTITUTE (API). 1999. Welding of pipelines and related facilities (Norma 1104). 9 ed. S.l., IHS. 79p. AMERICAN SOCIETY FOR NONDESTRUCTIVE TESTING (ASNT). 1987. Nondestructive testing handbook. 2 ed. Columbus, OH. Vol. 8. AMERICAN SOCIETY FOR TESTING AND MATERIALS (ASTM). 1987. Standard test method for linear-elastic plane-strain fracture toughness KIc of metallic materials (Norma E 399). 3 ed. Columbus, OH. Vol. 3. 33p. ALAMPALLI, S. 2011. Fatigue. En: ETTOUNEY, M; S. ALAMPALLI. 2011. Infrastructure Health in Civil Engineering; Applications and Management. Chap 5. Vol. 2. ARANA, J. ; J. GONZÁLEZ. 2002. Mecánica de fractura. Bilbao, Universidad del País Vasco. 242p. COFFIN, L. F. 1954. A study of cyclic-thermal stresses in a ductile material; Trans. ASME 76: 931-950. (Original no consultado, citado por: ZAHAVI, E. ; D. BARLAM. 2000. Fatigue failure prediction methods. En su: Nonlinear problems in machine design. CRC Press. 365p.) DUFAY, J.C. 1985. Scorpion; premier systeme de radioscopie televisee hauteenergie pour le controle non destructif des ouvrages d'art en beton precontraint. Ponts et Chaussees. Pp. 77-83. (Original no consultado, citado por: XU, Y ; Y. XIA. 2011. Structural Damage Detection. En su: Structural health monitoring of long-span suspension bridges. CRC Press.) EL-REEDY, M. 2013. Nondestructive testing for steel structures. En su: Concrete and steel construction; Quality control and assurance. CRC Press. ENSMINGER, D ; L. J. BOND. 2011. Nondestructive Testing ; Basic methods and general considerations. En su: Ultrasonics ; Fundamentals, Technologies and applications. 3 ed. CRC Press. GROVER, P.; A. SAXENA. 1999. Modelling the effect of creep-fatigue interaction on crack growth. Fatigue and Fracture of Engineering Materials and Structures 22(2): 111-122. 86 Bibliografía IDDINGS, F ; P. SHULL. 2002. Liquid penetrant. En: SHULL, P. 2002. Nondestructive evaluation; Theory, techniques, and applications. New York, Marcel Dekker, INC. KHONSARI, M ; M, AMIRI. 2013. Fatigue Mechanisms; A Overview. En: KHONSARI, M; M, AMIRI. 2013. Introduction to Thermodynamics of Mechanical Fatigue. United States, Taylor and Francis Group. KURZ, J.H.; D. CIOCLOV; G. DOBMANN; C. BOLLER. 2010. Quantitative integration of NDT whit probabilistic fracture mechanic for the assessment of fracture risk in pipelines. AIP Conference proceedings 1211(1): 1941-1948. MABUZA, B.R.; N, NETSHIDAVHINI. 2012. Inspection for flaws in steel using ultrasonic testing and fracture mechanics approach. En: PAIPETIS, A.S.; T.E., MATIKAS; D.G., AGGELIS; D., VAN HEMELRIJK. 2012. Emerging Technologies in Non-Destructive Testing V. 1 ed. Great Britain, Taylor and Francis Group. Pp 225-230. MANSON, S.S. 1954. Behavior of materials under conditions of thermal stress. NACA Tech. Note 2933. (Original no consultado, citado por: ZAHAVI, E. ; D. BARLAM. 2000. Fatigue failure prediction methods. En su: Nonlinear problems in machine design. CRC Press. 365p.) MORROW, J. 1965. Internal friction, damping, and cyclic plasticity; Cyclic plastic strain energy and fatigue of metals. ASTM STP378. 158p. NAYYAR, M. 1999. Piping handbook. 7 ed. McGraw-Hill Handbooks. 2256 pag. PERERA, D. s.f. Manual de introducción al ultrasonido industrial. Tesis Téc. Sup. Universitario en Procesos de Producción. Tabasco, Universidad Tecnológica de Tabasco. Fac. de Procesos Industriales. 83p. PÉREZ I., J. 2004. Mecánica de fractura. Argentina, Librería y editorial Alsina. 165p. PEREZ, N. 2004. Fracture mechanics. Boston, Kluwer Academic Publisher. 284p. REALE, S. ; E. CAPURRO ; A. CORVI. 1993. Comparisons of nondestructive examination standards in the framework of fracture-mechanics approach. International journal of pressure vessels and piping. 53(2): 241-259. RECALDE, G 2009. Ensayos no destructivos; Apuntes Elementos de máquinas. Universidad Nacional del 87 Bibliografía Sur. 22p. RODRÍGUEZ, C. 2012. Sistema automatizado de detección de defectos en piezas metálicas mediante ensayos no destructivos con ultrasonidos. Tesis Dr. Santander, Universidad de Cantabria, Dep. de Tec. Elec. 258p. SHULL, P ; K. JOSEPH; A. LINDGREN; D. HAGEMAIER. Magnetic particle. En: SHULL, P. 2002. Nondestructive evaluation; Theory, techniques, and applications. New York, Marcel Dekker, INC. SOCIE, D.F. 1977. Fatigue life prediction using local stress-strain concepts; Experimental Mechanics. 17(2). (Original no consultado, citado por: ZAHAVI, E. ; D. BARLAM. 2000. Fatigue failure prediction methods. En su: Nonlinear problems in machine design. CRC Press. 365p.) TIME HIGH TECHNOLOGY. 2007. Ultrasonic Flaw Detector; TUD310. (Disponible en: http://www.timeinstrument.com/TUD310.html. Consultado el 2 de junio de 2013). THE AMERICAN SOCIETY OF MECHANICALS ENGINEERS (ASME). 2000. Ultrasonic examination methods for materials and fabrication (Artículo Nº5). En su: Nondestructive examination (Código internacional). New York. Pp 115-130. VANDER VOORT, G. 2007. Metallography; Principles and practice. 4 ed. New York, McGraw Hill. 773p. XU, Y ; Y. XIA. 2011. Structural Damage Detection. En su: Structural health monitoring of long-span suspension bridges. CRC Press. YORI, A. 2009. Apunte de asignatura; Ultrasonido. Universidad Austral de Chile. Valdivia. 135p. YUAN, W. ; W. CHEN ; G. SHANG. 2006. Fracture mechanics measuring method for steel structure bridge life. Shanghai administrative office municipal. ZAHAVI, E. ; D. BARLAM. 2000. Fatigue failure prediction methods. En su: Nonlinear problems in machine design. CRC Press. 365p. 88 Anexos ANEXOS Anexo 1: Especificaciones técnicas y características del equipo para inspección por ultrasonido TUD310. Características: Dos unidades: mm/pulg. Cuatro formas de rectificación: media onda positiva, media onda negativa, onda completa y radio frecuencia. Dos modos gráficos: A-Scan y B-Scan Compuerta de alarma. 32 canales de detección con parámetros separados y curva DAC en cada canal. Generación automática de curvas DAC con registro de 30 puntos; funciones para corrección de curvas y ganancias. Tres modos de detección: palpadores simples, palpadores dobles y TR. Equipado con puerto USB y memoria flash que puede usarse directamente en el instrumento. Datos y documentación son manejados bajo el sistema de archivos FAT, haciendo que el manejo de los datos de inspección sea más conveniente, rápido y confiable. Gran memoria de 32 Mb, puede almacenar 1000 gráficos en 32 canales de detección. Se ha diseñado un nuevo circuito de señal digital para el TUD310, El procesador de señal digital (DSP) es usado para el análisis de las señales, reduciendo el ruido del circuito y haciendo la onda más estable. Permite conectar impresoras de inyección de tinta EPSON mediante el cable USB. Exhibición y revisión de ondas en tiempo real. 89 Anexos Especificaciones Técnicas Items Descripción Rango 2.5 mm ~ 9999 mm Resolución 0.1 mm (2.5 mm ~100 mm) 1mm (100 mm ~5000 mm) Rango de Ganancia 0 dB ~ 110 dB Retardo pantalla (D-Delay) -20 µs ~ +3400 µs Retardo palpador (P-Delay) 0 µs ~ 99.99 µs,resolución 0.01 µs Rango de velocidades 1000 m/s ~ 9999 m/s Ancho de banda 0.2 MHz ~ 15 MHz (Bajo 0.2~1 Medio0.5~4 Alto 3~15) Error linealidad vertical ≤3% Error linealidad horizontal ≤0.2% Rango dinámico ≥32dB Rectificación Media onda positiva y negativa, onda completa y RF (no rectificada) Sensibilidad ≥60dB Modos de ensayo Pulso-eco, dual o por transmisión directa Pulsador Emisor de impulsos de excitación Amortiguación 50 ohm, 150 ohm y 400 ohm Supresión Lineal, 0-80% de altura de pantalla, variable en pasos de 1% Unidades mm/pulg Interfase RS232 / USB Impresora Impresoras de inyección de tinta EPSON Energía 85-264V AC/1.0A,47-63Hz Temperatura -10º C ~ 40º C Humedad 20% ~ 90% HR Alimentación eléctrica Pilas Li, 4×3.6V 4000mAh Tiempo de carga 4 ~ 5 horas Peso 1.47 kg Dimensiones 243 mm × 173 mm × 70 mm 90 Anexos Anexo 2: Reporte de Inspección previa a los ensayos. Inspección en espesor igual a 20 [mm] con palpador recto. 91 Anexos Anexo 3: Reporte de Inspección previa a los ensayos. Inspección en espesor igual a 45 [mm] con palpador con ángulo 60⁰. 92 Anexos Anexo 4: Reporte de Inspección previa a los ensayos. Inspección en espesor igual a 45 [mm] con palpador recto. 93 Anexos Anexo 5: Reporte de Inspección probeta a/w = 0,3 94 Anexos Anexo 6: Reporte de Inspección probeta a/w = 0,4 95 Anexos Anexo 7: Reporte de Inspección probeta a/w = 0,5 96 Anexos Anexo 8: Reporte de Inspección probeta a/w = 0,6 97 Anexos Anexo 9: Reporte de Inspección probeta a/w = 0,7 98 Anexos Anexo 10: Reporte de Inspección probeta a/w = 0,8 99

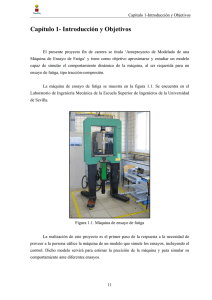

![Flexión de un tirantillo de madera [RESISTENCIA DE MATERIALES]](http://s2.studylib.es/store/data/005095708_1-6fdb86c7f60103487284eae1209fa03f-300x300.png)