575.pdf
Anuncio

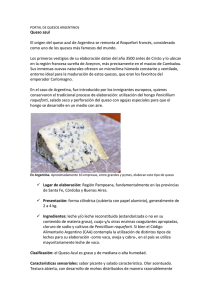
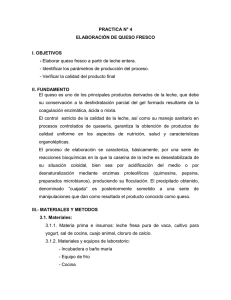
Proyecto Fortalecimiento de la Cadena Productiva de Leche del distrito de Cusca Provincia de Corongo - Ancash 1 INDICE I. II. III. IV. V. VI. VII. VIII. IX. X. XI. XII. XIII. XIV. XV. Índice ………………………………………………………………………………………………………………….... 2 Introducción …………………………………………………………………………………………………..………... 3 La leche …………………………………………………………………………………………………………….….. 4 1.1 Definición de la leche ……………………………………………………………..……………...…….. 4 1.2 Composición de la leche …………………………………………………………………………….…. 4 1.3 Característica de la Leche …………………………………………………………….……………….. 6 1.4 Recepción de la Leche en la Quesería ………………………………………………………………. 8 1.5 Conservación de la leche ……………………………………………………………………………... 9 MICROBIOLOGÍA DE LA LECHE ………………………………………………………………………………….. 15 2.1 La Leche como medio de vida de los Microorganismos …………………………………………… 15 2.2 Acidificación de la Leche ………………………………………………………………………………. 15 2.3 Multiplicación de los Microorganismos ………………………………………………………………. 16 2.4 Acción de la Temperatura sobre los Microorganismos ……………………………………………. 16 2.5 Acción de la Acidez sobre Los Microorganismos ………………………………………………..… 16 2.6 Acción de los Desinfectantes ……………………………………………………………………….... 17 2.7 Acción de los Antibióticos …………………………………………………………………………..… 17 2.8 El Bacteriófago ………………………………………………………………………………………… 17 EL QUESO …………………………………………………………………………………………………………… 19 3.1 Definición del Queso ………………………………………………………………………………..… 19 3.2 El Queso, Producto Vivo ……………………………………………………………………………... 19 3.3 Valor Nutricional del Queso ………………………………………………………………………….. 20 3.4 Elaboración del Queso Recomendaciones …………………………………………………………. 20 3.5 Técnica de Elaboración del Queso y su Consumo ………………………………………………... 20 DETERMINACIÓN DE MASTITIS ………………………………………………………………………………… 22 DETERMINACIÓN DE LA ACIDEZ ………………………………………………………………………………. 24 PRUEBA DE REDUCTASA ……………………………………………………………………………………….. 26 DETERMINACIÓN DE LA DENSIDAD DE LA LECHE ……………………………………………………….... 28 ANALISIS DE LA GRASA (Método Gerber) …………………………………………………………………….. 29 TECNOLOGÍA DE LA LECHE ……………………………………………………………………….……………. 32 9.1 Principios Importantes en la Fabricación de Quesos ……………………………………………... 32 9.2 Pasteurización de la Leche …………………………………………………………………………... 32 9.3 La Coagulación ………………………………………………………………………………………… 34 9.4 Utilización de Fermento …………………………………………………………………………….…. 34 9.5 Problemas en la Preparación de Fermentos ……………………………………………………..… 35 EL CUAJO ………………………………………………………………………………………………………….… 36 10.1 Tipos de Cuajo ……………………………………………………………………………………….… 36 10.2 Utilización del Cuajo …………………………………………………………………………………... 36 ELABORACIÓN DEL QUESO …………………………………………………………………………………..…. 37 11.1 Recepción y Pasteurización ………………………………………………………………………… 37 11.2 Maduración de la Leche …………………………………………………………………………..… 37 11.3 Coagulación de la Leche ………………………………………………………………………….... 38 11.4 Corte de la Cuajada …………………………………………………………………………………. 38 11.5 Batido de Cuajada …………………………………………………………………………………… 39 11.6 Reposo y Desuerado ………………………………………………………………………………… 39 11.7 Lavado y Salado de la Cuajada …………………………………………………………………….. 39 11.8 Moldeado y Prensado ……………………………………………………………………………….. 40 11.9 El Salado por Inmersión en Salmuera …………………………………………………………….. 40 11.10 La Maduración del queso ………………………………………………………………………….… 41 11.11 Condiciones Ambientales de Maduración ………………………………………………………… 41 FLUJO DE ELABORACIÓN DEL QUESO ………………………………………………………………………… 42 FLUJO DE ELABORACIÓN DE LA MATEQUILLA ………………………………………………………………. 43 FLUJO DE ELABORACIÓN DE YOGURT ………………………………………………………………………… 44 BIBLIOGRAFÍA ……………………………………………………………………………………………………….. 46 2 INTRODUCCIÓN Debido a la peculiar geografía del distrito de Cusca, provincia de Corongo – Ancash, propia de las zonas alto andinas del Perú, con terrenos de pendientes y quebradas, se halla la microcuenca lechera muchas veces inaccesible y alejada, pero donde existe mucho ganado con tradición lechera productora de buena cantidad de leche, que no puede ser vendida directamente, es decir como leche fluida para consumo humano. En estas zonas viven comunidades campesinas que tratan de mejorar su nivel de vida y que a su vez cuentan con capital humano como para ser “sujeto” de un proyecto que en poco tiempo ayudará a mejorar la economía familiar, sin crear dependencia de ningún tipo. Por esta razón, dichas zonas reúnen óptimas características para la industrialización de la leche, convirtiéndola en productos derivados tales como queso y mantequilla. Sin embargo, es importante la organización de los queseros a fin de articularlos a mercados competitivos y producir derivados lácteos que no pongan en peligro la salud del consumidor, para ello es necesario capacitar que los queseros estén preparados para comprender la necesidad de la higiene en la quesería, para exigir y enseñar a los ganaderos como se obtiene limpia a través de un ordeño higiénico. Por todo ello, la organización de las queserías debe estar acompañada de una preparación del quesero, en aspectos de proceso, organización, construcción, equipamiento y administración de las queserías. Con este manual, se espera contribuir con el desarrollo de la industria quesera en las zonas rurales del distrito de Cusca, y quizás de otras partes de la sierra de Ancash, con el deseo de lograr el mejoramiento de la vida de muchos pobladores andinos. 3 I. 1.1 LA LECHE Definición de la Leche LA LECHE, es un líquido nutritivo de color blanquecino, producido por las hembras de los mamíferos. La principal función de la leche es la de alimentar a las crías hasta que sean capaces de digerir otros alimentos. La leche de los mamíferos domésticos es un alimento básico para el hombre, así tenemos: de vaca, principalmente, pero también de oveja, cabra, de yegua, de camella, de dromedaria, etc. La leche es producida por las células secretoras de las glándulas mamarias o mamas (llamadas "ubres" en los mamíferos domésticos). La leche se sintetiza fundamentalmente en la glándula mamaria, pero una gran parte de sus constituyentes proviene del suero de la sangre. La leche producida durante los primeros cuatro días después del parto es inadecuada para elaboración de productos lácteos debido a su diferente composición. Esta clase de leche se llama calostro. 1.2 Composición de la Leche La leche está compuesta por 13% de agua y 87% de sólidos. Está compuesta principalmente por lo siguiente forma: • Agua 87.5% • Hidratos de Carbono (Lactosa) 4.6% • Materia grasa 3.8% • Proteínas 3.3% • Vitaminas 0.3% • Sales minerales 0.5% Esto quiere decir, que en cien kilos de leche se encuentran 87.5 litros o kilos de agua pura y 12.5 kilos de sustancias sólidas. En esta agua se encuentran los otros componentes en diferentes formas de solución. Las sales y la lactosa se encuentran disueltas en el agua formando una solución verdadera. La mayoría de las sustancias proteicas no son solubles y forman conjuntos de varias moléculas. Sin embargo, estos conjuntos son tan pequeños, que la 4 leche forma una mezcla muy compleja y de tipo heterogénea, aparentemente con las mismas características. Este tipo de solución se llama solución coloidal, y se divide en tres fases: • Solución: Los minerales así como los hidratos de carbono se encuentran disueltos en el agua. • Suspensión: Las sustancias proteicas se encuentran con el agua en suspensión. • Emulsión: La grasa en agua se presenta como emulsión. Contenido según peso de los principales compuestos de la leche en una muestra media. Leche Sólidos Totales (12.5 %) Grasa (3.8 %) Agua (87.5 %) Sólidos no Grasos (8.7 %) Lactosa (12.5 %) Fracción Nitrogenada (12.5 %) Nitrógeno No Proteico (0.2 %) Cenizas y Vitaminas (0.8 %) Proteína (3.1 %) Caseína (2.6 %) Albúmina y Globulina (0.5 %) Las sales minerales o cenizas de la leche son cloruros, fosfatos, sulfatos, carbonatos y citratos. Los minerales principales son calcio, sodio, potasio, magnesio y hierro. Los citratos intervienen en el aroma de la mantequilla. El contenido de sales cálcicas es importante en la alimentación, porque éstas favorecen el crecimiento de los huesos. También las sales de calcio tienen gran 5 influencia en la coagulación de la leche cuando se elabora queso. Sin embargo, al pasteurizar la leche, una parte de estas sales de calcio se vuelven insolubles. Por esto se añade una cantidad de cloruro de calcio a la leche pasteurizada destinada a la elaboración de queso. En la leche se encuentran también vitaminas A, B1, B2 y D. durante el ordeño, se incorpora al ordeño algunos gases, como bióxido de carbono, oxigeno y nitrógeno, luego, una parte de estos gases se desprende formando espuma. Durante el almacenamiento, el contenido gaseoso disminuye. La composición de la leche difiere según la procedencia de diferentes especies animales: 1.3 Especie Calorías Mujer 7.6 Proteína Total (%) 1.4 3.8 Carbohidratos (%) 7.0 Yegua 47.0 2.2 1.7 6.2 0.5 Vaca 68.0 3.2 3.7 4.8 0.7 Búfala - 4.8 7.5 4.8 0.7 Cabra 75.0 4.4 4.1 4.7 0.8 Oveja 104.0 6.0 7.9 4.5 0.8 Llama - 3.9 3.2 5.9 0.8 Rena - 10.4 17.5 2.5 1.5 Cerda - 6.0 6.0 5.4 0.9 Ballena - 10.0 35.0 0.8 0.5 Grasa (%) Cenizas (%) 0.2 Característica de la Leche No todas las leches de los animales mamíferos poseen las mismas propiedades. La leche posee una composición cuyas características físico – químicas varían sensiblemente según los siguientes factores: • Raza y edad de la vaca lechera. • Etapa de lactancia. • Método de ordeño. • Estado de salud. • Alimentación. • Ambiente. 6 • Raza y edad de la vaca lechera. Algunas razas poseen mayor capacidad para producir altas cantidades de leche; otras sobresalen por su aptitud para producir grasa. La producción aumenta cuando el número de lactaciones o partos y la edad son mayores, tal como muestra el siguiente cuadro. • Raza Lactosa Proteína Grasa Sólidos Totales JERSEY 4.93 3.92 5.37 14.9 BROWN SWISS 5.04 3.61 4.01 13.4 HOLSTEIN 4.87 3.32 3.40 12.2 Etapa de lactancia. La vaca en sus inicios y su pico de lactación o periodo (10 meses), producen leches mas aguadas, comparadas con el final de la lactación que son más espesas. • Método de ordeño. Tener listos y limpios los implementos para el ordeño (el balde, el asiento, los lazos, etc). El ordeñador debe lavarse las manos muy bien con agua y jabón. Lavar los pezones con agua limpia y secarlos con una servilleta o periódico desechable o con papel absorbente. Si no se secan, al ordeñar pueden irse gotas de agua que contaminaran la leche. Extraer los primeros chorros de leche en una vasija de fono oscuro para observar posibles anormalidades en la leche como grumos, que podrían indicar la presencia de mastitis. No deje la ultima leche para los terneros porque contiene mayor porcentaje de grasa; ordeñe tres pezones por completo y deje un pezón para el becerro. Después del ordeño lave todos los utensilios y guárdelos protegidos del sol y suciedad del hato. Enfrié la leche después del ordeño a menos de 15 °C. • Estado de salud. La leche de vacas enfermas no sirve para la elaboración de quesos. Hay que poner particular cuidado para detectar las siguientes enfermedades, tuberculosis, brucelosis, fiebre aftosa y mastitis. Las leches que deben excluirse temporalmente son el calostro (6 días después del parto), las que contienen antibióticos (5 días después de inyectares), las que tienen sabores 7 anormales (1 día después de dosificarse), las que tienen reacciones anormales (1 día después de vacunarse), las que exhiben colores anormales. • Alimentación. El tipo de alimentación también afecta a la composición de la leche tales como la grasa y sólidos totales. Alimentos en base a forrajes verdes y secos aumenta los sólidos en la leche. Alimentos a base de granos y harinas, disminuyen los sólidos en la leche. La alimentación hará variar el color blanco cremoso de la leche siendo esta más intenso en ganado alimentado a base de forrajes verdes. • Ambiente. Los climas más favorables para la explotación del ganado lechero son los templados a fríos, con un promedio de 12 °C a 18 °C. por eso, las mejores razas lecheras se han originado en países con climas de este tipo. En contraste, el clima cálido afecta la cantidad de leche, pues debido al calor la vaca reduce la producción, consume menos alimentos y limita su actividad muscular. Además tenga en cuenta lo siguiente: tenga cuidado de no mezclar leche calostro en el balde. El balde solo debe ser usado para depositar leche. No guarde los porongos llenos de agua durante el día. No use porongos oxidados. No use colador porque éste es muy difícil de limpiar, pudiendo ser causante de infecciones. Ponga el porongo bajo sombra, no al sol. Transporte la leche inmediatamente a la quesería para evitar la acidificación. Jamás mezcle la leche con la del día anterior. El personal debe reunir condiciones ideales de salud y de limpieza. 1.4 Recepción de la Leche en la Quesería Examen Organoléptico Apenas llegada la leche debemos evaluarla con nuestros sentidos: Vista, Olfato, Gusto e inclusive Tacto. Esta debe tener un color típico blanco amarillento opaco debiendo rechazarse las leches de colores anormales, hay que tomar en cuenta que la especie, raza y especialmente la alimentación. Igualmente verificaremos que, a simple vista, no existan impurezas que indicarán poca higiene en el manejo de la leche. El aroma de la leche es también típico, hay que considerar que la leche absorbe los olores ambientales tanto del establo como del lugar de almacenaje y también está influido por los 8 olores de los alimentos que recibe el animal. El aroma también indica el estado de la leche: olor ácido cuando se desarrolla acidez u olor rancio cuando se oxida la grasa de la leche. Igualmente el sabor se verá afectado por el desarrollo de acidez, contaminación bacteriana o adulteraciones fraudulentas (aguado, adición de bicarbonato, sal, etc.). La textura de la leche también cambia a más delgada cuando es aguada o es descremada. Cuando se acidifica se vuelve más viscosa y filante; al aumentar la acidez aparecerán aglomeraciones o grumos. El control de la leche que entra a la quesería es un conjunto de pruebas que permiten determinar si la leche es pura, limpia y apta para la fabricación de quesos. Las principales pruebas del control de calidad son las siguientes • Análisis Organoléptico. - Olor característico (acidez, sustancias extrañas) - Sabor - Aspecto exterior e interior • Pruebas de Laboratorio. - Pruebas bacteriológica. - Pruebas físico–químico. 1.5 Reductasa (reducción del azul de metileno) Titulación de acidez Porcentaje de grasa Densidad Control de impurezas Conservación de la leche La leche es un excelente medio de cultivo, por lo cual está sujeta a alteraciones microbiológicas. Los métodos de conservación tienden a eliminar los gérmenes o detener su desarrollo. Además, estos deben limitar las alteraciones en el estado químico y físico-químico de la leche. Los métodos de conservación son físicos y químicos. Los métodos físicos incluyen lo siguiente: • Detención de la actividad de microorganismos por enfriamiento • Destrucción parcial o total de los gérmenes por calentamiento. • Deshidratación parcial o extrema. • Eliminación de microorganismos por fuerza centrífuga. 9 Los métodos químicos consisten en la adición de determinadas sustancias que dificultan el desarrollo de los gérmenes o provocan su destrucción. Los métodos más utilizados son el empleo de azúcar, como en la leche condensada, o de ácidos, como en las leches fermentadas, la fermentación es un proceso biológico que produce ácido láctico a partir de la lactosa, la utilización de otras sustancias como antiséptico no está permitida en la mayoría de los casos. 1.5.1 Conservación por el Frío El frio no provoca la muerte de los microorganismos, pero frena su actividad. El desarrollo de los gérmenes lácticos responsables la acidificación de la elche disminuye a temperaturas próximas a los 10 °C, deteniéndose a una temperatura de 2°C. sin embargo, existen organismos, como algunas bacterias proteolíticas que pueden desarrollarse fácilmente a una temperatura de 0 °C. para detener por completo el crecimiento microbiano, la leche debe enfriarse por debajo de su punto de congelación, para evitar cambios en las características físico-químicas de la leche, esta debe congelarse rápidamente. La leche congelada lentamente puede presentar grumos de caseína y partículas de mantequilla. La congelación rápida se logra sobre tambores rotativos. Luego, se raspa la capa de películas finas de los tambores y se obtiene una nieve de leche que se puede empacar para consumo directo. Este método solo se puede aplicar a leches limpias de gérmenes patógenos. 1.5.2 Conservación por el Calor La aplicación de calor puede provocar la destrucción de los microorganismos en la leche. El efecto germicida del tratamiento de calor depende de los siguientes factores: • Temperatura y duración del calentamiento. • Tipo y contenido inicial de gérmenes. • pH de la leche. • Velocidad de la transmisión de calor en los aparatos. La destrucción de los gérmenes se logra mediante un tratamiento de la leche a alta temperatura y de corta duración, o por medio de una temperatura menos elevada pero por más tiempo. La mayoría de los microorganismos, las bacterias patógenas incluidas, se destruyen a una temperatura entre los 70 a 90 °C durante unos pocos minutos. Algunas bacterias pueden resistir 10 este tratamiento y requieren un tratamiento superior. Las esporas de ciertas bacterias solo se destruyen a temperaturas de más de 100°C. Otros métodos de conservación son la deshidratación de la leche (leche en polvo), y la elaboración de quesos. 1.5.3 Temperatura de Almacenamiento La leche luego de ordeñada, deberá ser enfriada lo antes posible o a más tardar dos horas, a temperaturas inferiores a 15°C siendo lo ideal los 4°C. Esto debido a que los microorganismos presentes se multiplican muy rápidamente a temperaturas sobre los 15°C y siendo su reproducción rápida (se duplican cada 20 minutos), en pocas horas una leche ve multiplicada su carga de bacterias miles de veces. Se puede enfriar la leche de diferentes maneras adecuadas a nuestras condiciones: Sumergiendo los porongos o cantinas, de preferencia metálica, en canales de riego o manantial. Sumergiendo los porongos dentro de pozas o estanques con agua fría. Mojando las paredes del porongo con agua fría de mangueras con perforaciones colocadas como collar alrededor de estos. De contarse con electricidad podremos tener congeladores horizontales con agua fría acumulada en ella que ayuda a su enfriamiento o, Tanques isotérmicos enfriadores de leche con unidades de enfriamiento, usualmente para 1000 a más litros de capacidad. Pozas con agua, especialmente hechas para enfriar leche Tubos metálicos con agua circulante inmersos en la leche En todos los casos se deberá agitar periódicamente, hasta su enfriamiento, la leche con un agitador de preferencia de acero inoxidable, lo que acelera su enfriado. Se cuidará de no formar 11 espuma. Es conveniente no congelar la leche porque altera las proteínas y se reduce su rendimiento a momento de elaborar queso. 1.5.4 Recipientes de Almacenamiento y Transporte La leche puede guardarse en recipientes de plástico sanitario, fierro galvanizado, aluminio o acero inoxidable, nunca en depósitos de hierro sin galvanizar, cobre, bronce o depósitos pintados, dado que la leche y sus residuos los atacan y se deterioraría. Las esquinas de los baldes o porongos para leche deben ser curvadas (diseño sanitario) que permitan su mejor limpieza. Sus tapas deben ser a prueba de goteo. Los materiales más usados para hacer depósitos para almacenar o transportar leche son: • Plástico Sanitario Tiene la ventaja de bajo costo, bajo peso, pero su resistencia al desgaste es limitado, sufren rápidamente rayaduras, que se vuelven difíciles de limpiar, lo que reduce su vida útil. Asimismo, su resistencia al calor y productos químicos de limpieza es limitada. Se debe utilizar sólo plástico de una sola revolución (sin costuras) con el menor número de hendiduras e irregularidades en su superficie que dificulten la limpieza. Su conductividad de calor es reducida por lo que la leche tibia que contenga se enfriará más lentamente que en un envase metálico. • Fierro Galvanizado De uso más tradicional, de costo medio, alto peso, de buena resistencia al uso, de acuerdo al baño de zinc recibido. No debe tener costuras ni hendiduras difíciles de lavar. No deben tener puntos sin galvanizar expuestos a la leche que se deterioraría. No deben quedar con residuos de agua ni leche que atacan su revestimiento. Resistentes a golpes y al vapor de limpieza. Su conductividad de calor es alta. • Aluminio El más usado para hacer porongos, es de bajo peso, aunque costo alto, resistente a la corrosión por la protección de anodizado que posee, su principal enemigo son los residuos de agua y leche que deterioran el anodizado que es una fina capa anticorrosiva de óxido de aluminio, al suceder esto desprenden un fino residuo de aluminio que puede contaminar la leche. Es resistente al calor y golpes, de alta conductividad de calor. 12 • Acero Inoxidable Es de mayor resistencia pero de alto costo y peso, se utiliza en la confección de cisternas, depósitos y utensilios que van a estar en contacto con la leche. No todos los aceros inoxidables se pueden usar para almacenar y transportar leche sino los tipos AISI-304 o el AISI-316, el primero usado para tanques y tuberías (más económico) y el segundo para bombas de leche, válvulas (más resistente a los ácidos. Ambos son de una aleación austenítica y son no magnéticos (los imanes no se pegan a él).. Existen otros tipos de acero inoxidable para uso en congeladores, mostradores, no adecuados para leche, que sí son magnéticos. En su limpieza deberá cuidarse de no usar productos abrasivos que provoquen ralladuras que hagan difícil su limpieza ni dejarlo mucho tiempo con soluciones con cloro (lejía) que la atacan, debiendo drenarse todo residuo de agua que contenga. Bien cuidado su duración puede ser de muchos años. Es resistente al calor y golpes, de alta conductividad de calor. Los depósitos para trasporte de leche (no cisternas) deben ser de tamaños que permitan que lo pueda manejar sólo una persona (30 a 40 litros), deben contar con asas y tapas seguras. Cuando se usan deben ser llenados de leche a toda su capacidad, el dejarlos incompletos hace que, con el bamboleo del camino, se forme espuma y grumos de grasa de la leche, lo cual es indeseable. 13 1.5.5 Limpieza de Utensilios y Depósitos que han tenido leche. Realizarla lo antes posible luego de usarlos o desocuparlos, asegurarse que el agua de lavado es potable, sino tratarla con lejía (2 gotas por litro de agua) 15 minutos antes de usarla. Durante el lavado no usar cenizas, esponjas verdes que arañan los envases. Acostumbrarse a usar una rutina de lavado apropiada: Enjuagar, para eliminar los residuos de leche, preferible usar agua tibia (45° a 50° C), desaguar eliminando el agua de enjuague. Lavar con detergente, preferible con agua caliente (60° a 70° C), cepillar superficies que han estado con leche, desaguar el agua con detergente y residuos. Enjuagar los residuos de detergente y desaguar. Desinfectar los utensilios con vapor, agua hirviente o un desinfectante recomendado para lechería. Drenar todo residuo de agua o desinfectante de envases y utensilios. Almacenar los porongos y baldes boca abajo en un lugar limpio. Recordar que la leche es un alimento que debe llegar ni alterado, ni adulterado y no debe causar trastornos a la salud del consumidor. Asimismo sólo con leche de buena calidad se elaborarán derivados (quesos, yogurt, mantequilla y otros) de buena calidad. 14 II. MICROBIOLOGÍA DE LA LECHE La microbiología es el estudio de los microorganismos. Los microorganismos son seres vivos tan pequeños que no pueden ser observados a simple vista. Su tamaño que no puede ser observado a simple vista. Su tamaño es apenas de milésimas de milímetro. Se encuentran en todo sitio: aire, agua y suelo. 2.1 La Leche como medio de vida de los Microorganismos La leche es un alimento completo, pues reúne en ella misma todos los componentes del resto de los alimentos: tiene la proteína de la carne y del pescado, tiene la grasa del aceite y de la manteca, posee el azúcar de la caña y contiene las sales minerales y vitaminas de las verduras y frutas. Por esta razón, la leche es un alimento ideal tanto para los hombres como para los microorganismos. Esto explica por qué una leche contaminada con algunos microorganismos, debido a un ordeño sucio y sin higiene, o a enfermedad de la vaca, se daña en pocas horas y ya no puede ser utilizada por el hombre para fabricar quesos, ni consumirla como bebida. Los microorganismos tienen necesidad de agua y alimentos para vivir. La falta de agua suprime totalmente la vida microbiana. En la leche, los microorganismos atacan principalmente el azúcar, usando como alimento para poder vivir y reproducirse, pero también destruyen las proteínas y las grasas produciendo ácidos y gases. 2.2 Acidificación de la Leche Los microorganismos consumen la lactosa produciendo ácido láctico; esto ocurre sobre todo cuando la leche permanece caliente, después del ordeño, pues los microorganismos trabajan más intensamente cuando la leche tiene la temperatura de la vaca, que cuando está más fría. Por eso, las leches que son dejadas en baldes o porongos al sol durante el ordeño y que demoran mucho en llegar a la quesería por la lejanía de los lugares de ordeño y por la dificultad de transporte, entran a la quesería con poca lactosa y mucho ácido láctico; esta es la razón por la cual marca mucha acidez, al hacer la prueba con el acidómetro. 15 Si la leche es dejada hasta el otro día, los microorganismos que contiene siguen comiendo la lactosa y produciendo ácido láctico, de tal modo que la acidez se eleva hasta alcanzar más de 40 grados Dornic. La leche se corta, es decir que la proteína coagula dejando un líquido verde amarillento denominado suero, que contiene el resto de la lactosa, sales minerales y parte de la grasa de la leche original. Para trabajar en quesería, se requiere leche con poca acidez; las leches con un exceso de ácido láctico dan como resultado quesos con defectos como grietas, dureza y sabor amargo. 2.3 Multiplicación de los Microorganismos Los microorganismos en la leche se reproducen por división: primero se alargan y luego se estrangulan en la mitad hasta partirse en dos. Un microorganismo se divide en dos, dos forman cuatro, cuatro originan a ocho y así sucesivamente. En condiciones favorables bastan de 15 a 30 minutos para que un microorganismo origine a dos; los descendientes de un solo microorganismo pueden, en doce horas alcanzar la cifra de 68 mil millones. 2.4 Acción de la Temperatura sobre los Microorganismos Para todos los microorganismos hay una temperatura óptima de desarrollo, en la cual su multiplicación es enorme; también tienen una temperatura mínima y una máxima de vida. Entre ese rango de temperatura pueden desarrollarse, pero fuera de él no es posible. Esta temperatura no son las mismas para todas las especies de microorganismos; algunos prefieren el frío entre (5 y 15 °C); otras, temperaturas medias de (30 grados) y otras resisten altas temperaturas (50 a 60 °C). A temperaturas inferiores a cero grado, todos los microorganismos paralizan su actividad, quedando como dormidos, pero no mueren; entre 5 y 10 grados, disminuyen su actividad considerablemente. Es por eso que se puede conservar la leche, enfriándola a 4 o 5 °C, pues los microorganismos dejan de consumir la lactosa y de producir el ácido láctico; la leche fría casi no aumenta su acidez y puede durar mucho más tiempo sin cortarse que la leche caliente no enfriada después del ordeño. Los microorganismos mueren cuando se calienta la leche a temperaturas elevadas; se les puede matar con el calor. El calor es más eficaz cuando se aplica por un tiempo más 16 prolongado; por eso el hervido de la leche para hacer el fermento, durante 10 minutos, mata más microorganismos que si sólo se hace hervir un minuto; mientras más dura el tratamiento con calor, más seguridad hay de haber destruido todos los microorganismos. 2.5 Acción de la Acidez sobre Los Microorganismos Para su vida, los microorganismos prefieren un determinado grado de acidez, igual que con la temperatura. Los microbios de la putrefacción, que dañan los alimentos, no pueden vivir en medios ácidos. Por eso, si el queso y la mantequilla tienen suficiente ácido láctico, producido por los microorganismos del fermento, se conservarán más tiempo a la temperatura del ambiente, sin necesidad de refrigeración. 2.6 Acción de los Desinfectantes Los desinfectantes son sustancias que matan los microorganismos. Los más utilizados y apropiados en la quesería rural son los detergentes, el fosfato trisódico y la soda cáustica. Es muy importante lavar los baldes de ordeño. Los porongos y todo equipo de la quesería con desinfectantes y mucha agua limpia. El agua preferible para una quesería es el agua de una vertiente o de un manantial, pues está libre de microorganismos. 2.7 Acción de los Antibióticos Los antibióticos son remedios que se utilizan para curar al hombre y a los animales de enfermedades infecciosas; generalmente actúan matando ciertos microorganismos. Los microorganismos lácticos, que producen ácido láctico en la leche, son muy sensibles a los antibióticos como la penicilina y por eso la leche de vacas que han tenido mastitis y están curadas con antibióticos no es buena para la quesería, pues los antibióticos no dejan crecer a las bacterias importantes para la fermentación del queso. Una pequeña cantidad de esa leche con antibióticos puede dañar la fabricación de todo el queso y de toda la mantequilla. Cuando la vaca ha terminado su tratamiento con antibióticos, es importante dejar pasar cinco días antes de enviar la leche a la quesería, para que los antibióticos sean eliminados por completo del animal. 2.8 El Bacteriófago Durante los 50 años de actividad en las queserías rurales, nunca se ha podido detectar problemas causados por bacteriófagos. Estos son virus patógenos de las bacterias, sobre todo 17 afectan a los streptococcus de los fermentos lácticos. La multiplicación de los bacteriófagos puede ser tan enorme que pueden acabar de la noche a la mañana el fermento acidificante. Para que los bacteriófagos solamente aparecen en plantas con métodos de trabajo muy sofisticados y por lo tanto los responsables de queserías rurales no deben perder tiempo en “cazar” al bacteriófago, debido a que existen muchas causas menos complejas, que son las responsables de fluctuaciones en la acidificación de fermentos. Leche y queso. Desarrollo de la Bacterias A B C D A. Fase de Adaptación: las bacterias deben adaptarse al nuevo ambiente. Esto ocurre cuando se prepara un fermento nuevo por primera vez. El aumento de las bacterias es muy reducido. B. Fase de Crecimiento: las bacterias se han adaptado a la leche, consumen la lactosa y producción ácido láctico, la población crece a gran velocidad, la leche se coagula. C. Fase Estacionaria: el crecimiento de las bacterias disminuye, debido a que el alimento (lactosa) empieza a faltar y el ambiente resulta demasiado acidificado (ácido láctico). A las bacterias les falta las fuerzas para la reproducción. D. Fase de Muerte: la falta de lactosa y oxigeno y la acidez excesiva producida por las bacterias mismas causan la degeneración y finalmente la muerte de éstas. 18 III. 3.1 EL QUESO Definición del Queso El queso es el producto obtenido de la concentración de la materia seca de la leche, por medio de la acción del cuajo, que la precipita o coagula. El queso es la forma más antigua de conservar los principales elementos nutricionales (proteína, minerales, grasa, calcio, fósforo y vitaminas) de la leche. El queso es una conserva obtenida por la coagulación de la leche y por la acidificación y deshidratación de la cuajada. Composición de 1 kilo de: LECHE QUESO BLANDO Grasa Agua 87.5 % Agua 50 % Grasa Agua 35 % Proteína Grasa 40 g 240 g 315 g Proteína 35 g 205 g 275 g Carbohidrato 48 g 25 g 25 g Sales minerales 7g 20 g 25 g 875 g 500 g 350 g -- 10 g 10 g ABDEK ABDEK Agua Sal de Cocina Vitaminas 3.2 Proteína QUESO DURO ABDEK El Queso, Producto Vivo El queso bien elaborado con buenos fermentos bacterianos para la acidificación de la buena cuajada, el queso se conserva durante largos tiempos, sin necesidad de añadir conservador alguno. No obstante, unos fabricantes añaden nitrato potásico o sódico, en una cantidad abusiva (solamente 0.02% es permitido) a la leche destina a la fabricación de quesos para prevenir la hinchazón del queso por acción de bacterias de los grupos coli o butíricos. Sin embargo, si las bacterias del grupo coli-aerogenes se encuentran en el queso en gran cantidad, queda entonces 19 sin efecto la acción del nitrato. Por lo tanto es mejor utilizar la higiene y tecnología adecuada para prevenir la utilización de conservadores. 3.3 Valor Nutricional del Queso El queso es un producto muy nutritivo con gran concentración de proteínas, grasas, sales minerales y vitaminas. Respecto al valor nutritivo, el queso es parecido a la carne, pero es más concentrado que ésta. El queso es rico en calcio y fosforo. Favorece el crecimiento y fortalecimiento de los dientes y los huesos en los niños. 3.4 Elaboración del Queso Recomendaciones El queso debe elaborarse en regiones alejadas, no en centros urbanos, donde los niños necesitan leche fluida. El queso se elabora en regiones lejanas, donde no hay como transportar leche a las ciudades. O se elabora queso en tiempos de sobreproducción de leche para conservarlo para tiempos de escasa producción (caso del parmesano). 3.5 Técnica de Elaboración del Queso y su Consumo De una parte a otra del mundo, la técnica de la elaboración del queso y su consumo varían radicalmente según factores históricos, geográficos y económicos. He aquí algunos ejemplos: - En las regiones del Himalaya (Asia) que tienen los nevados más altos del mundo, se hace requesón con leche descremada y acidificada y se seca sobre el techo de la casa de acuerdo a la siguiente técnica: se coge un puñado de requesón húmedo y se aprieta la mano formando tiras delgadas que se dejan secar al sol hasta una consistencia sólida. - En el Cercano Oriente, los Beduinos hacen otro tipo de requesón, con leche entera. Se calienta la leche a 80 °C., se acidifica con jugo de limón hasta cortarla, se separa el suero y se prensa la cuajada en canastas redondas de paja. Se puede conservar el queso durante varios meses en salmuera bajo un clima cálido. Antes de su consumo, el queso es lavado en agua fría durante varios días para disminuir la alta concentración de sal. - En Francia, se han desarrollado más de 200 tipos de quesos de pasta blanda. - En Suiza y Alemania, se desarrolló, hace dos siglos, el queso Emmental y el Gruyere, elaborados en cooperativas. Estos quesos se caracterizan por su gran tamaño: pesan entre 20 40 y 120 kilos. Tienen una consistencia dura y una textura elástica, con “ojos” típicos de 1 cm. de diámetro. En Suiza figuran éstos entre los principales productos de exportación. - En Inglaterra, Australia, Nueva Zelandia, Canadá y Estados Unidos, se elabora el queso en grandes fábricas, siendo el Cheddar el tipo de queso más conocido. - En Holanda, se producen los tipos Edam y Gouda y Escandinavia es conocida por su Dambo. - En Italia se produce el Parmesano que necesita un largo tiempo de maduración. 21 IV. DETERMINACIÓN DE MASTITIS California Mastitis Test. Este es un método para la determinación semicuantitativa del número de leucositos en la leche, de cada uno de los cuartos mamarios. Existe una estrecha correlación entre el grado de reacción y el número de leucositos. Instrumentos y Reactivo Paleta de plástico con 4 cubetas, de 7 cm. De diámetro por 2 cm de alto. Dosificadora, conteniendo el REACTIVO, para California Matitis Test Método 2 1 Inclinar la paleta hasta casi la vertical igualando así el volumen de la muestra (2 ml.). Extraer del animal 3 – 4 chorros de cada cuarto 3 Con la dosificadora, agregar el reactivo en igual volumen (2 ml) 4 Mover la paleta en círculo para mezclar y observar la reacción 22 Recomendaciones 1. Cuando la leche se presenta ligeramente positiva, recolectar en un recipiente separado y llevar a la quesería donde debe ser pasteurizada, antes de utilizarla. En este caso hay que hacer un tratamiento, consistente en una limpieza y un ordeño a fondo bien realizado diariamente. No se recomienda el uso de antibiótico. 2. Cuando la leche se presenta fuertemente positiva, nunca se debe mezclar con el resto de leche, debiendo recolectarse en un recipiente separado. Se debe hervir para utilizarla como alimento de los animales. Para un mejor tratamiento consulte al veterinario. Resultados • Leche Normal: Líquido homogéneo de color amarillo. • Ligeramente Positiva: Presenta pequeños coágulos y una coloración verde claro. • Fuertemente Positiva: Hay una coagulación completa, y una coloración verde obscuro. También se puede determinar presencia de mastitis, al extraer los primeros chorros de leche en una vasija de fondo oscuro para observar posibles anormalidades en la leche como grumos. Esta observación se hace para los cuatro cuartos, ya que cada uno es independiente. 23 V. DETERMINACIÓN DE LA ACIDEZ Introducción: La acidez de la leche, es un dato que nos indica la carga microbiana de la leche, el cuidado en cuanto a higiene y conservación. La leche debe estar entre 16° y 18° Dornic, pero en la sierra (por el transporte largo en animales) tenemos que aceptar leche de 20° Dornic. El fermento láctico debe estar entre 70° y 90° Dornic, de lo contrario debemos preparar un nuevo cultivo. Instrumentos Vaso blanco de precipitación Acidómetro Gotero Pipeta de 10 ml. Reactivos Solución 1/10 normal de NaOH (Hidróxido de Sodio). Solución indicadora de fenoltaleína alcohólica 2% Método Colocar 9 ml de leche en el vaso de precipitación. Agregar 3 – 4 gotas de fenoltaleína. Llenar la bureta con solución NaOH 1/10 normal. Empezar a titular la leche en el vaso. Cuando la leche toma el color rosado, la titulación está terminada. Debe mantenerse el color durante 10 segundos como mínimo. 24 Resultados Décima de ml. De NaOH N utilizada = acidez en grados Dornic 10 La acidez de la leche se expresa en la cantidad de ácido láctico que puede neutralizarse con hidróxido de sodio al 0.1%. de esta forma, se mide el ácido presente en la solución. Esta clase de acidez se llama acidez real. La acidez promedio de la leche cruda fresca es de 0.165%. El pH expresa sólo la concentración de hidrógeno. Con el pH se mide la acidez actual. El valor del pH de la leche puede variar entre 0 y 14. Una solución de pH 7 es neutral. La leche cruda fresca tiene un pH 6.6, es decir, que es una solución ligeramente ácida. Interpretación de diferentes niveles de acidez de la leche. Grados de Acidez pH Características de Leche 14°D o menos 7 ó más Probablemente leche proveniente de vacas mastíticas, o es aguada o neutralizada con soda, bicarbonato, etc. 16 a 18°D 6.6 Más de 18°D 6.5 ó menos 18°D 6.5 Límite de acidez permitido por INDECOPI. 22 a 23°D 6.4 La leche se corta claramente con la prueba de alcohol. 24 a 26°D 5.8 La leche se corta al ser hervida. 4.7 La leche se corta espontáneamente a temperatura ambiente. En el caso de estar aguada, la coagulación se efectúa antes como también cuando hay acción paralela del cuajo. 70°D Leche normal. Leche con acidez adquirida. 25 VI. PRUEBA DE REDUCTASA Introducción: Se basa en la observación del cambio de color que sufre el azul de metileno. El tiempo que requiere este cambio depende del número de bacterias, del consumo de oxígeno por ellas, de la multiplicación de dichas bacterias. Un tiempo de reducción muy corto es índice de falta de cuidado en la producción de esa leche, uso de utensilios mal lavados, falta de enfriamiento de la leche a temperaturas desfavorables para el crecimiento de microorganismos. Instrumentos Tubo de ensayo de 40 ml. Recipiente para muestra de leche Tubo de ensayo de 40 ml. Incubadora con parrilla 37 – 38 °C. Reactivo Solución de azul de metileno. Preparación: (por lo menos cada semana). • Tomar 200 ml. de agua destilada, enfriada a 40 °C. • Añadir una pastilla de azul de metileno. • Disolver bien • Guardar la solución en frasco obscuro, sin exponerla a la luz. 26 Método 1 2 Agregar 1 ml de solución de azul de metileno. Poner en los tubos de prueba 40 ml. de leche 4 3 Mover el tubo para mezclar la leche y el colorante Colocar en la incubadora a 37° - 38 °C y realizar la lectura cada hora. Resultados Realizar los controles y tomar nota de las coloraciones, cuando se han decolorado las dos terceras partes de tubo, se considera totalmente decolorado, comparar los resultados con la siguiente tabla: Más de 5 horas = muy buena 3 a 5 horas = buena 2 a 3 horas = regular 1 a 2 horas = mala Menos de 1 hora = pésima Tabla tomada de Rossell y Dos Santos, clasifica la leche como sigue: Calidad de Leche Tiempo de Reducción Recuento en Placas Conservación (en horas) Muy mala De 0.5 a 1 hora 5 millones o más 14 a menos Mala De 2 a 3.30 horas de 700,000 a 5 mill 15 a 22 Buena De 4 a 5.30 horas de 200,000 a 700,000 23 a 32 Muy buena De 6 horas y más hasta 200,000 más de 32 27 VII. DETERMINACIÓN DE LA DENSIDAD DE LA LECHE Esta determinación completamente simple nos permite conocer en primera instancia algún posible fraude. (Se nota variaciones considerables entre la leche de vacas criollas, Brown Swiss y Hostein). Leche Pura Leche aguada Leche descremada = = = 1.028 – 1.033 menos de 1.028 1.033 – 1.037 Instrumentos 22 36 Muestra de leche 500 cc. Buretra de 250 cc. Termómetro Lactodensímetro calibrado a 15 °C (escala 22 – 36 = 1.022 – 1.036). Método Verter la leche por las paredes de la buretra, sin hacer espuma. Colocar suavemente el lactodensímetro dentro de la buretra y dejar flotar. Cuando está en reposo se realiza la lectura. Corrección por Temperatura Por cada grado centígrado sobre 15 °C, aumentar 0.2, por cada grado centígrado bajo 15 °C, disminuir 0.2, ejemplo: el lactodensímetro indica 28 °C a la temperatura 25 °C. Corrección: 28 + 2 = 30 28 VIII. ANALISIS DE LA GRASA (Método Gerber) Instrumentos Centrífuga Gerber de 1000 – 1200 rpm manual o eléctrica. Butirómetros Gerber con Tapones Pipetas de 11 ml. para la leche. Pipetas de seguridad de 10 ml. para el ácido sulfúrico y de 1 ml. para alcohol amílico. Recipiente para baño María (temp. 65 °C.). Reactivos SO4H2 Acido sulfúrico (SO4H2) densidad de 1.820 – 1.825 Alcohol Amílico. 29 Método 2 1 Colocar 11 ml de leche, haciéndola discurrir por las paredes para que no se queme la leche. Añadir al butirómetro 10 ml de SO4H2 (ácido sulfúrico 4 3 Tapar fuertemente el butirómetro y agitarlo hasta que se homogenice. Completar la mezcla con 1 ml. de alcohol amílico. Colocar el butirómetro en la centrífuga y poner en movimiento durante 5 minutos aproximadamente. Sacar los butirómetros y ponerlos en Baño María a 65 °C. de 3 a 4 minutos. Realizar la lectura de la columna de grasa en el butirómetro. Cálculo de los sólidos No Grasos Grasa + 5 Peso específico 4 + 0.26 = Sólidos no grasos 30 Ejemplo: Grasa 4.0% Densidad 1.030 4.0 5 0.26 = + 30 + 4 (0.8 + 7.5 + 0.26) = 8.56% Los sólidos no grasos de una leche normal fluctúan entre 8.50 y 9.00% si los resultados de los análisis son más bajos, se sospecha que la leche puede estar aguada. ANALISIS INTERPRETACIÓN DENSIDAD GRASA 1.031 5.0% Vaca criolla en fines de lactación, en la altura. 1.029 3.0% Vaca Holstein con pasto verde. 1.035 2.5% Leche semidescremada, de vaca criolla. 1.025 3.0% Leche aguada de vaca criolla. 31 IX. 9.1 TECNOLOGÍA DE LA LECHE Principios Importantes en la Fabricación de Quesos Los equipos para fabricar el queso han variado, los métodos se han modificado y nuevos tipos de queso han surgido, pero los principios básicos de la quesería son, hoy en día, los mismos que hace dos mil años. Las etapas de elaboración del queso son las siguientes: • Preparación y eventual maduración de la leche. • Coagulación de la leche. • Corte de la cuajada. • Desuerado de la cuajada. • Moldeado de la cuajada. • Salado del queso. • Maduración del queso. 9.2 Pasteurización de la Leche 9.2.1 Destrucción de los Microorganismos mediante el Calor Debido a que el calor destruye los microorganismos presentes en la leche, mucha gente tiene la costumbre de hacer hervir la leche antes de tomarla, para preservar su salud. El consumo de leche fresca no hervida puede producir diarreas y otras enfermedades cuando el ordeño y el manejo posterior de la leche son tan descuidados que este producto está muy contaminado con microorganismos que hacen daño al hombre. La leche de una ubre sana contiene muy pocos microorganismos, pero en contacto con el polvo y con recipientes cualesquiera, la leche se infecta fuertemente, de la siguiente manera: En la ubre sana, la leche tiene 50 a 1,000 microorganismos por centímetro cúbico; del aire, pasan a la leche ente 500 a 10,000 microorganismos por centímetro cúbico; de la vaca sucia, pasan a la leche entre 5,000 y 20,000 microorganismos por centímetro cúbico; de los recipientes, pasan a la leche entre 1,000 y 3,000 microorganismos por cada centímetro cúbico. 32 Si además la vaca está enferma con mastitis, la leche puede contener varios millones de microorganismos por centímetro cúbico, nocivos para el hombre. Sin embargo, la hervida de la leche también afecta muchos componentes de la misma, por lo que su valor alimenticio disminuye considerablemente. Una leche hervida, y sobre todo hervida durante largo tiempo, alimenta poco, la proteína ha sido destruida, las vitaminas también y el azúcar (lactosa) puede transformarse en caramelo; cuando esto ocurre, se dice que la leche se ha quemado: tiene un olor desagradable y un sabor a quemado. Para evitar todos estos problemas, existe un procedimiento denominado pasteurización; consiste en calentar la leche a temperaturas inferiores a la de la hervida, durante un tiempo más o menos prolongado. El calor prolongado aunque sea inferior a la de ebullición, mata los microorganismos que transmiten enfermedades al hombre. Además la leche conserva entonces casi intacto su valor alimenticio puesto que sus componentes no se han destruido. En resumen, una leche hervida está libre de microorganismos pero su valor como alimento es algo reducido, mientras que una leche pasteurizada también está libre de microorganismos, pero conserva su valor nutritivo. 9.2.2 Procedimiento de la Pasteurización Una buena pasteurización de la leche para fabricar queso tiene como efecto la destrucción de todos los gérmenes patógenos (o sea, generadores de enfermedades) que suelen abundar en ella, incluido los agentes productores de la brucelosis, la fiebre aftosa y la tuberculosis. La temperatura mínima para una completa pasteurización es de 63 °C. durante 30 minutos o de 73 °C. durante 15 segundos. La pasteurización e incluso el calentamiento moderado de la leche cruda destruye las bacterias productoras de ácido láctico (Streptococus Láctis y Streptococus Cremoris) prácticamente necesarias para todas las fermentaciones del queso. Por esto, se tiene que reincorporar estas bacterias a la leche en forma de fermentos para que la elaboración del queso sea normal. 9.2.3 Queso de la Leche Cruda Se ha establecido que el queso en su estado normal no es, ordinario, portador de enfermedades. Aun en su estado fresco, hay pocas posibilidades de que las bacterias patógenas puedan sobrevivir, porque el queso constituye un medio hostil para ellas. La cantidad 33 de ácido, la escasez de oxígeno, la poca humedad y muchos productos bacteriostáticos (o sea, que paralizan el desarrollo de las bacterias) evitan la supervivencia y la transmisión de fermentos patógenos vivos. Pero si el queso ha sido elaborado anormalmente (por ejem.: con producción insuficiente de ácidos) o ha sido vendido demasiado pronto después de la maduración, pueden sobrevivir algunos gérmenes vivos que pueden transmitirse. Un periodo de conservación de 60 días a una temperatura no inferior a 2 °C. asegura un grado razonable de seguridad contra la supervivencia de los gérmenes patógenos. 9.3 La Coagulación La coagulación del queso con cuajo es uno de los puntos clave de la quesería. Los coágulos que se forman mediante el cuajo regulan parcialmente el proceso del desuerado y como consecuencia el contenido de humedad de los quesos. La cantidad de agua que estos contengan es importante para controlar la fermentación durante su maduración y obtener mejor contextura, pues de ello depende que el queso sea blando y elástico o al contrario seco y quebradizo. Normalmente, se cuaja la leche a 32 °C. durante 30 minutos. Si las temperaturas son más altas, el corte generalmente resulta mayor, en consecuencia al contenido de humedad es más elevado y el queso resulta más blando (tipo andino). Si, durante la coagulación, la leche y la cuajada en formación se enfrían, los granos resultan de tamaño irregular. En consecuencia la humedad en el queso estará distribuida irregularmente, y además se producirán pérdidas de caseína en el suero. El tiempo de batido, el grado de acidificación (el cual depende de la cantidad de bacterias lácticas) y la cocida de la cuajada influyen en la dureza del queso. Así en el queso ANDINO, que es de pasta muy blanda, el tiempo de batido es de 30 minutos y casi no hay calentamiento de la cuajada. Pero para el queso parmesano, el batido dura unos 100 minutos y la cocida de la cuajada se hace a 55 °C. 9.4 Utilización de Fermento El fermento láctico se agrega tanto a la leche de queserías como a la crema de mantequillería. En ambos caso, se trata de crear ácido láctico, para mejorar la conservación de los productos resultantes. En quesería se agrega 0.8 a 1.0% del volumen de la leche en la paila y en la 34 mantequillería se emplea 5% de la cantidad de la crema. Antes de agregar el fermento, es preciso disolver bien dentro de un recipiente. El periodo que transcurre desde que se agrega el fermento a la leche o a la crema, hasta que se empieza a hacer el queso o la mantequilla, se denomina tiempo de maduración. Este lapso es muy variable según el estado de acidez inicial de la leche y de la crema. El fermento recién salido de la incubadora deberá ser enfriado rápidamente si no se utiliza inmediatamente, para detener el crecimiento de los microorganismos. Se debe guardar en un lugar frío con el recipiente tapado para impedir su contaminación con mohos. 9.5 Problemas en la Preparación de Fermentos La leche conservadores o antibióticos no sirve para la preparación de fermentos y yogurts. Los antibióticos son una clase especial de tóxicos antibacterianos. Especialmente la penicilina tiene mucha importancia para combatir la mastitis. Sin embargo, como también es activa contra los estreptococus lácticos y en menos medida también contra los lactobacilos, su uso tiene consecuencias muy desfavorables para la quesería. La penicilina causa en los productos lácteos los siguientes desperfectos: • Fermentos con poca acidez y a veces quesos hinchados. • Quesos mal desuerados e hinchados. • Mantequilla dulce sin sabor. • Yogurt sin acidez, hinchado bruscamente. Como consecuencia de la poca acidez en los productos elaborados bajo esas condiciones, el olor y el sabor son desagradables y los productos no se pueden conservar, porque actúan bacterias de putrefacción. Por esta razón, la leche de vaca tratadas con antibióticos no se deben entregar a la quesería hasta cinco días después de terminado el tratamiento. La leche para la preparación de fermentos de debe seleccionar con todo cuidado entre las entregas hechas por los productores de confianza. 35 X. EL CUAJO El cuajo es una sustancia que tiene la propiedad de coagular la caseína de la leche. Al separarse la caseína y parte de la grasa, se forma el queso, quedando un residuo llamado suero. 10.1 Tipos de Cuajo Existen dos tipos de cuajo según su origen: • Cuajo Natural: es el que se extrae del estomago del ternero, del cordero, o del cabrito, cuando sean crías sólo se alimentan con leche. Ese estomago se denomina cuajar porque produce una sustancia que coagula la leche, para que el animalito pueda digerir ésta y alimentarse con ella. • Cuajo Artificial: es el que se prepara en los laboratorios a partir de un moho (especie de hongo) que produce esa sustancia, la cual es luego purificada. Su poder de coagulación es similar al del cuajo en polvo, pero tiene la gran ventaja de ser mucho más barato pues no depende de la existencia de animales tiernos, como en el otro caso. 10.2 Utilización del Cuajo El cuajo se emplea en muy pequeña cantidad. Para coagular la leche, ésta debe tener una temperatura que varía entre 30 y 40 °C., pues el cuajo no actúa o actúa muy despacio cuando la leche está muy fría o muy caliente. Si se añade mucho cuajo a la leche, la coagulación es demasiado rápida, la cuajada es muy dura, el corte desuera mal y el queso puede ser amargo. En cambio, una deficiencia de cuajo trae como resultado una coagulación muy lenta, la leche se enfría y se pierde mucho tiempo para hacer el queso. Además hay pérdidas de proteínas, las cuales se escapan en forma de polvo del suero. 36 XI. ELABORACIÓN DEL QUESO 11.1 Recepción y Pasteurización La leche debe llegar a la quesería lo más pronto posible, para evitar su acidificación exagerada. Se pesa la leche por medio de una balanza colgada en la puerta de la quesería, de modo que los abastecedores no entren al local, así conservaremos limpia e higiénica la quesería. Los porongos, baldes u otros recipientes de la leche deben enjuagarse inmediatamente con agua y de ser posible, lavarse con agua caliente y detergente. Al momento de echar la leche a la paila, se la filtra a través de una tela. Luego, se procede a calentar a la leche (pasteurización) hasta la temperatura de 65 °C. se mantiene esta temperatura durante no menos de 15 minutos. Luego se enfría la leche a fin de obtener la temperatura deseada de coagulación. La temperatura de cuajado depende del tipo de queso que se desea elaborar. Los quesos duros, de granos pequeños, requieren temperaturas bajas (31 – 33 °C.), en tanto que los quesos frescos, de grano grande, necesitan altas temperaturas (34 – 36 °C.). En efecto, cuando se corta la leche a temperaturas elevadas, la cuajada es más consistente, más dura y puede por lo tanto ser cortada en granos de gran tamaño, que no se van a romper durante el batido. Por lo tanto, si se quiere obtener un queso blando, la temperatura de coagulación debe ser mayor que en el caso de un queso semiduro o duro. 11.2 Maduración de la Leche Cuando la leche contenida en la paila ha llegado a la temperatura de coagulación, se agrega el fermento láctico, a razón de un litro o algo más por cada 100 litros de leche. Esta operación tiene por objetivo la producción de ácido láctico a partir de la lactosa de la leche, por acción de los microorganismos del fermento láctico. Es necesario que la leche tenga un óptimo de acidez para logar un buen desuerado de la cuajada. El tiempo de maduración de la leche es muy variable, pues depende de la acidez de la leche cuando llega a la quesería. Se recomienda una acidez de entre 18 a 19 grados Dornic. 37 11.3 Coagulación de la Leche Antes de la coagulación, se debe añadir Cloruro de Calcio (CaCl) a la leche pasteurizada para la elaboración de queso (máximo 20 g. por 100 litros de leche), debido a que la pasteurización precipita el calcio libre en la leche disminuyendo el poder de coagulación. Igualmente se adiciona Nitrato de Potasio sobre todo en la elaboración de quesos madurados para evitar el riesgo de hinchazón del queso. La coagulación, es la solidificación de la leche debido a la precipitación de la caseína, la cual encierra la mayor parte de la grasa. La cuajada tiene la apariencia de una gelatina de color blanco y se forma al cabo de 30 minutos después de haber echado el cuajo. Se encuentra lista para cortar cuando se nota lo siguiente: la cuajada levantada con el dedo debe partirse limpiamente, sin grietas ni adherencias. 11.4 Corte de la Cuajada Es la división del coágulo de caseína, por medio de la lira. El corte tiene por objetivo transformar la masa de cuajada en cortes de un tamaño determinado, para dejar escapar el suero. El tamaño del corte de cuajada depende de: será cortes grandes para quesos frescos y cortes pequeños para quesos maduros. Ejemplo de tamaños de corte: Para queso: Fresco Andino (blando) Tilsit Gruyere (duro) Tamaño de Corte de Cuajada: (semejanza a) Semilla de Capulí Grande Semilla de haba Semilla de maíz o frejol Semilla de Trigo o arroz El corte de la cuajada comprende dos fases: La primera de ellas consiste en introducir la lira pegada a la pared de la tina, empezar a cortar la cuajada en una misma dirección. Cada vez que se llega al extremo opuesto de la paila, se da una vuelta de 360 grados, levantando algo la lira pero sin llegar a sacarla totalmente de la cuajada, con el objetivo de dañarla lo menos posible. Al llegar al otro extremo de la tina, se procede a cortar la cuajada en dirección transversal a la anterior, siguiendo el mismo procedimiento, con lo cual el bloque de cuajada adquiere la apariencia de una cuadrícula, obteniéndose listones verticales. Se interrumpe entonces el cortado, dejando el bloque seccionado en reposo durante cinco minutos, en los que empieza a salir el suero. 38 Después viene la segunda fase de corte, en la que los listones verticales son cortados con una lira horizontal para obtener cortes de cuajada de tamaños adecuados, dependiendo del tipo de queso que se quiera obtener. El corte de cuajada debe ser hecho con mucha delicadeza, pues de otro modo habrá muchas pérdidas por pulverización de los cortes. 11.5 Batido de Cuajada Es la agitación de los cortes de la cuajada dentro del suero caliente, para que salga el suero que posee en su interior. Conforme avanza el batido, el corte disminuye de volumen y aumenta su densidad, por pérdida paulatina de suero. La velocidad del batido debe ser tal que los cortes de cuajada siempre se vean en la superficie del suero. El tiempo de batido también varía con la clase de queso deseado. Los quesos frescos (andinos), que deben tener cortes grandes, con bastante humedad en su interior, no deben ser batidos demasiado tiempo. Por el contrario, los quesos semimaduros y duros, que deben tener un corte pequeño, con poco suero adentro, se baten durante más tiempo. 11.6 Reposo y Desuerado Al finalizar el batido, se saca el agitador y los cortes de cuajada se depositan rápidamente en el fondo debido a su mayor peso. Después, se puede empezar a sacar de la paila parte del suero, cargado de lactosa y de ácido láctico, que ya no se lo necesita. Si tiene una descremadora, vale la pena sacar la crema y luego hacer mantequilla. 11.7 Lavado y Salado de la Cuajada El lavado es la mezcla de los cortes de cuajada con agua caliente, con la finalidad de sacar el suero, cargado de lactosa y de ácido láctico, del interior del corte y reemplazarlo con el agua. De esta manera diluyendo la lactosa se detiene la acidificación de la cuajada e ingresa agua para conservar una consistencia blanda o semidura en el futuro queso. Si no se hiciera esta operación, sería casi imposible obtener quesos blandos sin exceso de acidez, pues al quedar mucho suero dentro de los cortes de cuajada, la lactosa sería transformada totalmente con el tiempo en ácido láctico y el exceso de éste puede producir grietas en el interior del queso. 39 El cambio del suero por el agua caliente, dentro de los cortes de cuajada, se realiza durante un segundo batido de los mismos. Posteriormente, se desuera la casi totalidad del líquido, para facilitar la recolección y su moldeado posterior. El objetivo del salado de la cuajada es frenar el desarrollo de los microorganismos que deterioran el queso. La sal puede añadirse directamente si es de buena calidad. La cantidad a adicionar varía entre 2.5 a 3.0% tomando en cuenta un posterior salado una vez terminado el queso. 11.8 Moldeado y Prensado El moldeado es la colocación de los cortes de cuajada dentro de un molde para dar la forma del queso. Para asegurar esta forma se acostumbra prensar la cuajada durante cierto tiempo. El prensado debe ser muy suave al comienzo y después puede aumentarse la presión paulatinamente. Si el queso es sometido a una fuerte presión desde el comienzo, cuando aún tiene mucho suero, se produce una fuerte deshidratación en la parte exterior de la masa, juntándose íntimamente los cortes hasta formar una especie de pared que no deja salir el suero del interior de la masa. Este desuerado desigual produce un queso con corteza muy dura, con una masa periférica reseca, que se deshace como si fuera arena, al cortarla y con una masa interior demasiada blanda y ácida. 11.9 El Salado por Inmersión en Salmuera La salmuera debe tener 20° Beumé. Una forma casera de preparar la salmuera si no se cuenta con un salinómetro, es pesando 10 kg, de sal y disolverlos en 30 kg o litros de agua. La corteza se forma debido a la salida del suero y la entrada de sal a la cara externa del queso. Después de la mitad del tiempo de salado se invierten los quesos para que la sal ingrese en forma uniforme. Los quesos permanecen en la salmuera dependiendo de su tamaño: Andino (1 kg) 8 a 10 horas. Tradición Paria (1 a 1.5 kg) de 5 a 8 horas. Tilsit (3 kg) 20 a 24 horas. Gruyere (30 kg) 48 horas. La salmuera gana acidez y pierde sal conforme su uso, por tal motivo se debe regular el contenido de sal. Si la salmuera llega a 18° Beaumé, se debe adicionar sal hasta alcanzar los 40 20° Beaumé. Una salmuera con bajo nivel de sal no deshidrata bien la superficie del queso y no forma una buena corteza. Si la salmuera está muy fría no habrá un buen intercambio de suero y sal. Es necesario pasteurizar la Salmuera a 85 °C x 10 minutos, para eliminar la contaminación, a la vez que se separan las impurezas de la sal. 11.10 La Maduración del queso Después del tiempo indicado, se extraen los quesos de la Salmuera, se deja escurrir un poco y se colocan sobre los estantes de maduración. La maduración es la transformación por la acción de los microorganismos de la cuajada ácida y sin olor en una masa de sabor agradable y aroma característico, propio del queso madurado. En general existen dos tipos de maduración: 1. La maduración interna o primaria, que es la que ocurre en el interior de la masa por acción de los microorganismos del fermento láctico. En la maduración primaria, el fermento láctico transforma toda la lactosa en ácido láctico. 2. La maduración externa o secundaria que se produce en la superficie del queso, progresando de afuera hacia adentro, al cabo de algunas semanas de maduración. Es debida a los microorganismos que se desarrollan en la corteza. 11.11 Condiciones Ambientales de Maduración Las condiciones ambientales de maduración se refieren a la temperatura, a la humedad relativa y a la ventilación en el interior de la cámara, donde permanecen los quesos hasta su venta. Para una buena maduración del queso, la temperatura debe estar entre 13 y 15 °C. y la humedad del aire entre 80 y 90%. También debe haber una ventilación sin bajar demasiado la humedad del aire. Si la temperatura es muy baja, los quesos maduran muy poco y tendrán un sabor ácido y su masa será quebradiza. Si la temperatura es demasiado alta, los quesos se ablandan, se deforman y pueden podrirse. Si la humedad es muy baja, los quesos se secan, se endurecen demasiado y pueden llegar a rajarse. 41 XII. Flujo Leche Cruda Fresca de Vaca o Cabra FLUJO DE ELABORACIÓN DEL QUESO Parámetro Acidez: 0.16% a 0.18% de ácido láctico. Materia Grasa: 3.4% a 4.5%. Temperatura: 32 °C. Filtración Estandarización o Normalización de la leche Acidez: 0.16% a 0.18% de ácido láctico. Materia Grasa: 2.5% a 3.0%. Temperatura: 32 °C. Pasteurización Temperatura: 65 °C. por 20 minutos ó 72 °C de 15 a 20 segundos. Ajuste de Temperatura Temperatura: 30 °C a 35 °C. Adición de Cloruro de Calcio 20 g por cada 100 litros de leche que se va cuajar Adición de Cuajo 1.0 a 1.5 g/100 lts. de leche o según fuerza del cuajo Cuajado Tiempo: 30 a 40 min. Temp.: 32 a 38 °C. Corte después del Cuajado Tamaño del granulo: 1.0 a 1.5 cm. Temp.: 32 °C. Agitación Inicial Tiempo 12 a 15 minutos Desuerado Inicial Tiempo: 3 a 5 minutos Calentamiento, lavado y salado de la cuajada Sal 8 g/litro a 9 g/litro de leche. Temperatura: 45 °C a 47 °C. agua de lavado. Agitación Final Tiempo: 10 a 15 minutos. Temperatura: 35 °C. Desuerado Final Tiempo 5 minutos Moldeado Temperatura: 30 °C a 32 °C. Prensado y Volteo Tiempo: 1 °C 15 a 20 min.; 2 °C 30 a 40 min. Empaque Bolsa de Polietileno. Almacenamiento Temperatura: 4 °C a 6 °C. 42 XIII. FLUJO DE ELABORACIÓN DE LA MATEQUILLA Flujo Leche Cruda Fresca de Vaca Parámetro Acidez: 0.16% a 0.18% de ácido láctico. Materia Grasa: 3.4% a 4.5%. Temperatura: 32 °C. Filtración Descremado Materia Grasa: 60% a 65%. Temperatura: 32 °C. Estandarización de la Materia Grasa Materia Grasa: 36% a 38%. Acidez: 0.12 a 0.14% de ácido láctico Pasteurización Temperatura: 90 a 95 °C. Tiempo: 30 segundos Ajuste de Temperatura Temperatura: 18 a 25 °C. Maduración de la Crema Adición Cultivo láctico: 1.0% a 1.5%. Tiempo: 10 a 16 horas Enfriamiento Tiempo: 6 a 8 horas. Temperatura: 10 °C. Batido Tiempo: 45 a 60 minutos. Temperatura 10 °C. Desuerado Cuando se libera el suero se separa de la parte grasa Temperatura: 10 °C Primer lavado Temperatura: 4 a 6 °C. Tiempo: 3 a 4 minutos Segundo lavado Temperatura: 4 a 6 °C. Tiempo: 3 a 4 minutos Tercer lavado Temperatura: 4 a 6 °C. Tiempo: 3 a 4 min. El agua del lavado debe salir completamente limpia, sin rastros de suero. Salado Sal: 1.0 a 1.5% del peso del producto. Se disuelve en agua y se añade a la mantequilla. Amasado Tiempo: 25 a 35 minutos. Temperatura: 10 °C. Endurecimiento Temperatura: 10 °C. Moldeado y Empaque Temperatura: 10 °C. Almacenamiento Temperatura: 4 °C a 6 °C. 43 XIV. FLUJO DE ELABORACIÓN DE YOGURT Flujo Leche Cruda Fresca de Vaca Parámetro Acidez: 0.16% a 0.18% de ácido láctico. Materia Grasa: 3.4% a 4.5%. Temperatura: 32 °C. Filtración Estandarización de la Materia Grasa Materia Grasa: 3.0% a 3.5%. Acidez: 0.12 a 0.14% de ácido láctico. Adición de Azúcar Adicionar: 8 a 10% del volumen de leche. Pasteurización Temperatura: 80 °C. Tiempo: 20 minutos Ajuste de Temperatura Temperatura: 40 a 45 °C. Inoculación Adición Cultivo láctico: 2% a 3%. (Lactobacillus bulgaricus o Streptococus lactis) Incubación Tiempo: 3 a 4 horas. Temperatura: 40 a 45 °C. Ruptura de Coágulo Agitación vigorosa hasta homogenizar Enfriado Temperatura: 10 °C Adición de Fruta De 10 a 15% sobre el volumen de la leche. Envasado Frasco con tapas (esterilizado) Almacenamiento Temperatura: 4 a 6 °C. 44 Etapas de Elaboración Queso Fresco Queso Andino Queso Tilsit / Dambo Queso Parmesano Calidad de Leche 100 lt. 100 lt. 100 lt. 100 lt. Temperatura de coagulación 36 °C 33 – 34 °C 32 °C 31 – 32 °C Fermento lácteo 0.5 lt. 1 lt. 1 lt. 0.5 – 1 lt. Yogurt 30 – 40 min. 30 min. 30 min. 30 min. 35 °C. 40 – 50 °C. 65 – 75 °C. 75 °C. Tiempo de Coagulación Cortar y Batir Tamaño de grano Capulí grande haba maíz Trigo Reposar 3 min. 5 min. 5 min. 5 min. Sacar suero 35 lt. 35 lt. 35 lt. 35 lt. Agua caliente 20 lt. 20 – 30 lt. 20 – 30 lt. 10 lt. Temperatura agua 35 °C. 40 – 50 °C. 65 – 75 °C. 75 °C. Temperatura suero 35 °C. 35 °C. 37 °C. 55 °C. Agua y batir 5 min. 10 min. 25 min. 60 – 80 min. Tiempo total 50 min. 70 min. 90 min. 140 – 160 min. 9 cm. 13.5 cm. 18 cm. 22 cm. Diámetro del molde Volteo inmediato Si Si Si Si Prensado No No 6 kilos 6 kilos A los 30 min. A los 30 min. A los 30 min. A los 30 min. No 4 kilos 6 kilos 6 kilos A los 45 min. A los 60 min. A los 60 min. A los 60 min. Segundo volteo Prensado Tercer volteo Prensado No No, No, 6 kilos Después de 80 min. 12 horas sin peso 12 horas sin peso 12 horas sin peso 1 – 2 horas 8 – 10 horas 20 – 25 horas 3 semanas Tiempo de maduración No 14 días 5 – 8 semanas 6 – 10 meses Rendimiento (litros / kg de queso) 6.5 8.5 9.5 11 Cuarto volteo Tiempo de salmuera 1 XV. BIBLIOGRAFÍA • Dubach, J. 1980. El ABC de la Quesería Rural. • Dubach, J. 1973. Quesos Andinos del Perú. S.c.e. Lima. • Jaramillo, M. 1996. El Ordeño Higiénico. Cooperativa lechera Colanta. Colombia. • Manual Agropecuario. 2004. Tecnologías Orgánicas de la Granja Integral Autosuficiente. Ed. Quebecor Worl Bogota. • Meyer, M. 1993. Elaboración de Productos Lácteos. Manual para educación Agropecuaria. Editorial TRILLAS. • Oria, R. 1994. Leche y Productos Lácteos. Tecnología química y microbiología. Editorial Acribia. España. • Paltrinieri, G. 1992. Taller de Leche. Manual para educación Agropecuaria. Editorial TRILLAS. • Vargas, J. 1998. Tecnología de Leche. Universidad Nacional Agraria La Molina. Facultad de Zootecnia. • Vidal Biber J. P. 1974. Manual del Curso de Queserías Rurales. Lima. 1 Proyecto Fortalecimiento de la Cadena Productiva de Leche en el Distrito de Cusca, provincia de Corongo, región Ancash – Perú Ejecuta: CEDEP “Centro de Estudios para el Desarrollo y la Participación” Financia: FONDOEMPLEO “Fondo Nacional de Capacitación Laboral y Promoción del Empleo” Responsables: Félix Wong Carpio Director Ejecutivo del CEDEP Omar Príncipe Patilla Jefe del Proyecto Florencio Pampa Rocha Especialista en Plantas Queseras Marzo, 2008 2